The biggest obstacles are not the technology barriers but the psychological and organizational barriers.
In the previous post, we explained the three steps (Reduce, Recover and Replace) through which a factory can reduce its emissions of greenhouse gases associated with its energy consumption.
Let’s suppose that Peter is a newly hired young engineer in a factory as Energy Responsible to reduce factory emissions and improve their corporate image, following the proposed steps of the REEMAIN project.
Peter, our new energy manager, logically begins with the first step: reduce, which is the easiest one be carried out, at least with respect to disconnecting the machinesthat are not being used. These gestures allow the factory to save energy and money at the same time. They will not usually cause tensions within the organizational structure of a factory. Using a cyclist simile, “this road is flat and with the tailwind”.
However, the next step sooner or later will analyze the different energy settings of the production systems in search of an energy settings alternative that reduces energy consumption and here, returning to cyclist similes, is where “the road becomes an uphill road”.
Wage incentives and bonuses for production managers are usually based mainly in the fulfillment of the planned production. This fact generates an internal pressure from up to bottom within the organization of the factory so that nothing impedes the achievement of the actual production figures. Then, once the production figures are assured, the next parameter to optimize, in terms of incentives and bonuses, is the economic cost of this production. But usually this cost, will be studied and evaluated in an aggregated or global way.
For example, casting thermal processes, usually specify a possible range of working temperatures. The minimum working temperature is that which ensures that the molten metal will not solidify prematurely under nominal operating conditions. The maximum temperature is fixed by the characteristics of the machinery itself and the product. Very occasionally, production stops due to incidentals, the molten metal is cooled slightly and this issue causes the so called “cold shut” defects, with the consequent rejection of the pieces produced, and therefore, the failure to achieve the production targets. How this problem is avoided in most cases? Opting for the easiest solution, this is, to raise the temperature of the molten metalpermanently to have bigger margins against eventual stops, whether or not they finally occur.
Another practical example is the operation of the compressed air systems of the factories. Again, to avoid problems of lack of supply and the corresponding “reprimand”, maintenance chiefs set the power of the compressors to full power permanently whether or not the factory is working under full production regime.
The above examples are intended to show the fact that sometimes the energy settings of the processes are oversized with the consequent increase in energy consumption. This is because, the factory workers and managers involved in the production and maintenance perceive that do not oversizing might harm other indicators such as compliance with production planning and the total planned cost. As long as these two key performance indicators or KPIs are exclusively the only or main criteria for evaluating the performance of production workers and maintenance, there will always be internal resistance to the implementation of the changes necessary to achieve a cleaner production.
In the past, other secondary indicators, not considered important as job safety or respect for labor rights, gained importance and also became key indicators when assessing the performance of a factory. There are already companies like Google (Google Green Initiative) or IKEA (People and Planet Positive initiative) that have undertaken internal restructuring with the sole aim to reduce associated emissions even at the cost of worsening any of the economic KPIs.
In the next post, we will talk about practical examples of green manufacturing.
There is a growing concern caused by the possible effects Artificial Intelligence (AI) could have on everyday working life. Recently in the Davos Forum they have dealt with this issue, but two years ago The Economist published an article about the potential job lost that will be caused by this technology.
Films have made Artificial Intelligence familiar to everybody. From Colossus: The Forbid Project, where a super-computer managed to dominate the entire world and stole the girlfriend to its designer; to Ex Machina, where a heartless machine managed to fulfil its ambitions with no moral hesitation. Almost in all cases, it has been portrayed in a dystopian way. However, the AI we will see soon will not look like an android, as Ava in Ex Machina, but it will resemble HAL 9000, the moral disoriented computer from 2001: A Space Odyssey. I think the first AI materialisation we will see is the Cognitive Computation, named by IBM as Watson.
Watson is a machine able to answer questions posed in natural language capable of processing huge amounts of information to give the correct answer. It became known to general public in 2008, when it defeated two human opponents in Jeopardy!, a television contest featuring a quiz competition.
One of the first commercial Watson uses is to support lung cancer treatment by suggesting the best drug combination for every patient. Another application soon available will be to answer call phones in a call centre. Genesys, a company that develops and sells systems for that application, wants to include Watson in its portfolio. Watson will answer the phone, have a conversation with the user and refer him to a human operator if needed. The experience will be quite similar to the current one, but a machine will do a job that requires some intellectual abilities.
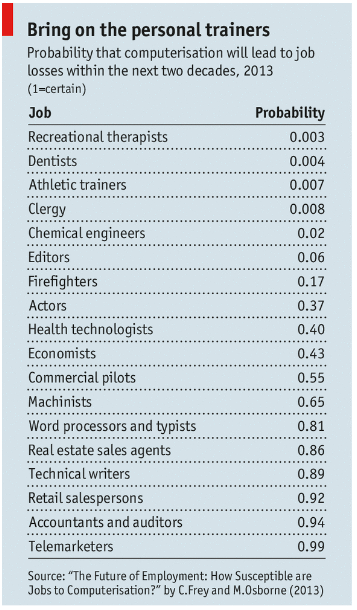
Aptitudes like the ones featured by Watson fear analysts there will be a job lostthere where intellectual and routine tasks are done, even if qualification is needed as in accounting, layer assistants, technical writers or drivers. This is similar to fears arisen when the artificial force appeared: machines whose power enabled them to do the same work than a dozen people while they were driven by only one.
Technology has improved artificial force. While at the beginning it was powered by steam pressure, today it is enabled by automation and robotics. Artificial force ousted many workers and make some professions disappear but, at the same time, new jobs requiring higher qualification emerged. Workers had to do a transition from muscle to brain.
On the advent of this new Artificial Intelligence technology, able to carry out intellectual, repetitive tasks, how will be the new transition workers will have to do? It will have to aim at those tasks machines by the moment cannot do: creative and emotional jobs. However, the transition period could be not easy. Required formation could not be afforded by everyone, or to hire a machine could be cheaper than to hire a person. AI cost will be determinant and, considering only Watson hardware cost around three million dollars, it seems not every company will be able to access it.
In any case, we will have to face the old question: to let others to develop the technology and became mere users, or to be the scientific, technological or commercial developers of this new industrial revolution. A Hamlet like decision.
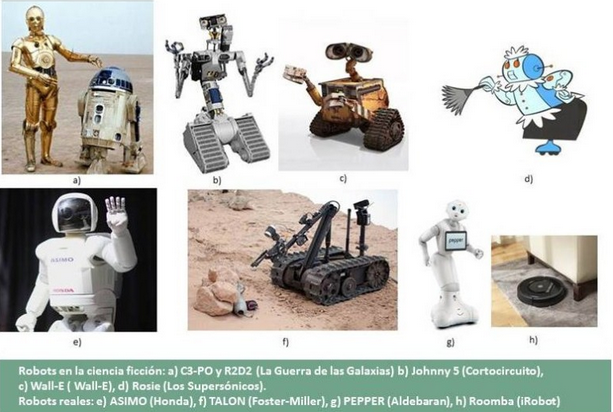
Robotics, mainly service robotics, has long been the subject of science fiction, with protocol droids designed to serve human beings like C-3PO from “Star Wars”, military robots like Johnny 5 from “Short Circuit”, robot cleaners like Wall-E, or maids like Rosie from “The Jetsons”. The service robotics is finally stepping out of science fiction and into service, in our homes for personal use like vacuum robots led by iRobot “Roomba”. And for professional use on multitude of application areas such as cleaning robot for public places, delivery robot in offices or hospitals, rehabilitation robot and surgery robot in hospitals, assistant robot.
What is the difference between service robots and industrial robots? The International Federation of Robotics (IFR) defines service robotics as “a robot that performs useful tasks for humans or equipment excluding industrial automation application”. While in general, industrial robots refer as robot arms used in manufacturing and service robots tend to be smaller and mobile, the definition has been dependent on the end application of the robot. Furthermore, contrary to their industrial counterparts, service robots do not have to be fully automatic or autonomous. In many cases these machines may even assist a human user or be tele-operated.
Market Data Since 2010, IFR has split their report into two sections, one for industrial robotics and one for service robotics. Until now, industrial robotics has been the dominant sector for robots, particularly in the automotive industry and consumer electronics. The industrial robotics sector is worth more than 29 billion euros in sales, software and service, even though there are only 1.5 million industrial robots in the world (compared to more than 10 million Roombas)! There has been steady growth in industrial robotics for the last five years and this trend shows no signs of slowing.
The IFR has tracked overall annual growth at around 11.5% so far, and projects more than 20% annual growth to come in the service robotics industry. But some niche areas have already demonstrated growth of between 150% (mobile platforms) and 650% (assistive technology) in the last year. The primary market areas for service robots so far have been in defence, field (agriculture and inspection), logistics and health/medical applications.
One of the new categories to emerge in the last year is the humanoid helper, kiosk robot or retail assistant.
Leading Countries The largest industrial robot manufacturing country is Japan with giants such as Fanuc, Yaskawa – Motoman, Kawasaki, OTC Daihen and others. Europe also has important players, mainly with ABB, Kuka and Universal Robots. In the US, there is Adept and others that are not as dominant in the market.
With respect to service robotics, the situation is the opposite, with the US clearly leading the way. The US approach is not to build humanoid robots but rather robots dedicated to one application. Robotic industry clusters have formed around MIT, Stanford and Carnegie Mellon universities of which many start-ups have formed from these institutions. In fact, IFR analyses also reveal that of all the enterprises engaged in the service robot market 15 percent are start-ups.
Europe’s Position in Robotics According to SPARC (partnership for robotics in Europe), Europe starts from a strong position in robotics, having a 32% of current world markets. Industrial robotics has around one third of the world market, while in the smaller professional service robot market European manufacturers produce 63% of the non-military robots. The European position in the domestic and service robot market represents a market share of 14% and, due to its current size, this is also a much smaller area of economic activity in Europe than the other two areas.
The European Commission submits Robotics in Europe is a rapidly developing field, with a high potential for supporting growth, creating jobs and solving societal challenges. Service robotics is also bringing unique solutions to key societal challenges from health and ageing society to environmental issues. The goal is to actively shape future developments in this area and enable our businesses and citizens to capture the resulting benefits.
CARTIF and Service Robotics CARTIFhas broad experience in the development of applied research projects in service robotics developing several different mobile robots with different degrees of autonomy. Some of these robots include teleoperated platform for pipe inspection, water reservoir cleaning and maintenance to more complex autonomous robots such as a museum tour guide, a robotic bellboy, a mechatronic head with realistic appearance and an all-terrain robot for assisting emergency squads on different situations.
With the advent of the Industrial Revolution Fourth, some predict a dark future for the worker in a factory where robots and smart manufacturing machines will replace a man who will be limited to just supervise the operation of the factory of the future.
At present the small scale transformations or trends that will define this Factory of the future are already happening. These technological developments and market trends will define its appearance and operation.
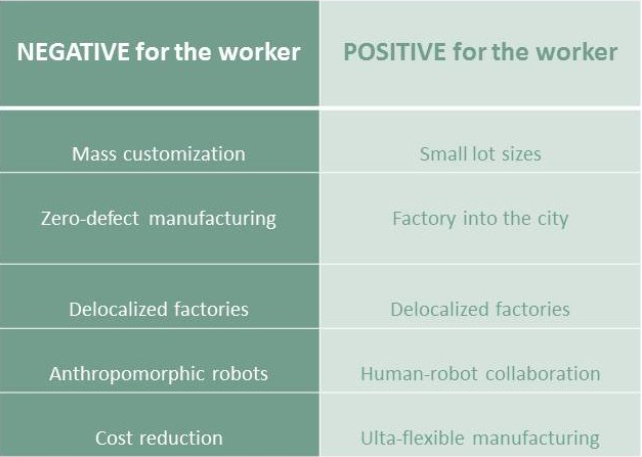
The following table lists some of these trends and the expected positive or negative impact for the role (or lack of it) of the worker of the future.
The negative impact of some of these trends is mainly due to the high levels of automation that are needed to achieve the objectives.
What can we do to adapt to these changes and prevent this revolution run over us? The natural response is to worry and choose conservative strategies to stop this revolution at all cost. There has always been a fear of job loss of with any technological breakthrough. For example, with the invention of the printing the scribes nearly disappeared and the invention of the personal computer put in the hands of anyone the desktop publishing. In other cases, with technological breakthroughs new jobs appeared such as those associated with commercial aviation.
During the different industrial revolutions, the role of the worker has been rather passive in terms of how he assimilated and influenced the transformation of their work. With the First Industrial Revolution, artisan work (manual and customized) became a work driven by coal-based energy and steam. With the Second revolution, the work was divided into simple and repetitive operations that allowed the mass production of identical products. With the Third and subsequent digitization of manufacturing (computers, PLC, CAD / CAM …), the obsession with quality and the elimination or reduction of defects introduced new organizational concepts such as lean manufacturing or TPM that tried to reinforcethe active role of the worker as responsible for the product and not just a gear in a complicated clockwork. However, at present, with the Fourth Industrial Revolution, the progresses in information technologies and the globalization allow us to attend these changes in a more reactive way.
Then, what will be the evolution of the work in the factory of the future? In many aspects, the worker’s role has not changed much since Adam Smith proposed that, as long as the work is divided into operations and paid properly, the matter is settled. However, statistics do not confirm Smith’s premise.
So, what is the recipe to create more productive and healthy environments? It seems that team managers have a large share of responsibility in this regard: recognize the good job, show that their contributions are valuable, provide adequate tools, listen them and include them in problem-solving. In short: to create a trusty environment for open discussion. Simple, isn’t it?
Not so much, one can not fall in the trap and patronize the worker. There is also needed a personal commitment and a change of attitude. Even in monotonous works are examples of motivated and committed employees. In these cases there is a common denominator: people who are not content just doing the tasks as specified in their job description. Hospital cleaning staff that interact and give support to the relatives of the patient, hairdressers that listen to the client or workers who strive to be more efficient and look for improvements that have the effect of reducing the environmental impact of its activities. Increased autonomy and decision-making capacity result in an increased worker satisfaction. So, how to increase the autonomy in a production line? Precisely technological breaktroughs are the answer to this challenge.
Improvements in automation, adding more robots to perform supporting tasks (internal logistics), collaborative robotics which share space securely with workers and data analytics systems that facilitate more effective decision-making, can be seen as threats to the survival of the role of the worker or as opportunities so this role evolve towards a more active position in the revolution to come.
During a recent meeting I participated, where the vision and priorities of the factory of the future was analyzed, various international experts concluded that the role of workers must evolve from a skills focused in the machinery they use (which will be more and more autonomous and intelligent) to become experts in the manufacturing process in which they are working.
How to protect jobs into the factory of the future? One of the recipes will be to provide the workers tools that result in their increased autonomy and decision making so they can perform their job in a highly flexible environment achieving an adeqaute job satisfaction.
Who knows, maybe in the future, each worker could take to work his own robot as a tool. Thus, the workers with the best “trained” or programmed assistant-robot will the ones with an ensured job.
The estimation of a successful manufacturing realization is often linked to the project criteria quality, time and costs. Often it’s not possible to find optimum solutions for all criteria. For example, an exceeding quality leads to higher costs as normal. Thus, a well-elaborated project organization that focuses on a steady work flow and efficient capacity utilization is necessary to realize a manufacturing project successfully. Hence, high competence and extensive project experience are essential.
Production simulation is a very useful tool concerning the possibilities of gains in the process of production and as result, cost reduction. In order to achieve an optimum integration design vs. production, it is necessary to model not only the product but also the factories facilities and integrate them into a single simulation model. Best results are achieved when this model is linked to other optimization systems. The simulation allows finding the best workshop layout and assembly sequence according to the building strategy of the product.
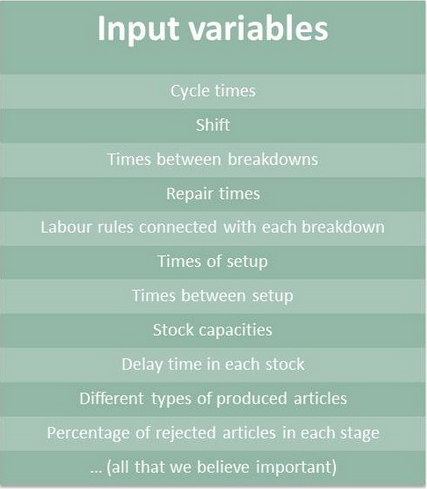
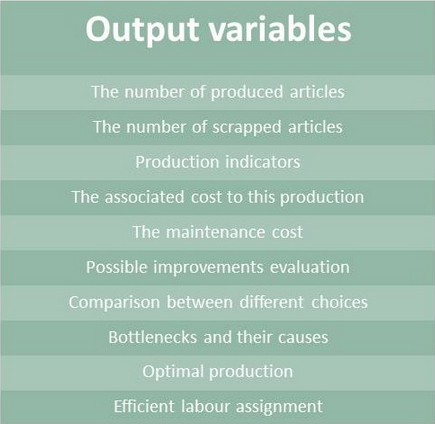
In CARTIF we have experience in implementing the complexity of the production facilities in discrete simulation tools (Witness). The models allow us to ensure optimizationin order to reduce production costs. We have created models for large plants (eg Renault), but also SMEs are benefiting from these advantages. For our purpose the production system can be modelled as a system where the input variables are:
These variables can have a stochastic or a deterministic value. For instance, a timetable can be considered as a deterministic value, whereas the time between failures is a stochastic value.
The main output variables obtained from the simulation are:
Our advice, when we think of improving our productive process, especially if it involves an investment, and we want to measure the final impact, discrete simulation is the ideal tool.
The activity in R&D is very diverse. The results are visible every day, although they need important periods of time in order to bear fruit. Success in this field is the result of a constant effort. Clearly, the maturing period is higher than political mandates, and probably this is the main difficulty in achieving a political consensus.
The Spanish society is not aware that their standard of living is linked to the rate of advancement of science and technology in our country. Therefore, our leaders do not feel any political pressure to avoid the lack of public resources dedicated to R&D. It is as if almost no one is interested in changing this situation. The famous cry of the Spanish writer Unamuno, ‘Let them invent’ is seen as the reflection of suicidal thought of lots of Spanish people.
Here, there are some data of 2014, last released by the Spanish Statistics Institute. The Spanish R&D resources rise to 12.821 million euros, 1,5% less than the previous year. This represents 1,23% of GDP and with this data, we go back to the situation of 2003, a trend that began in 2010. Our position is below the EU average: 2,02%. It is too below Portugal, 1,34%, and far from Germany and the Nordic countries, whose spending is approximately 3% of their GDP. Unlike in Spain, the EU average continued to rise in the year of the Great Recession. The situation is even worse if we compare ourselves with world leaders; South Korea spent 4,04% in 2012, and very near Japan and USA.
Data become more unfavorable if we delve into 2014, because the Spanish Government reduced the resources devoted to R&D by 1,1%, and enterprises 1,8%.
The public sector data are real. The companies’ percentages of the annual survey are made by the Spanish Statistics Institute, following the methodology of the Frascati Manual. However, it could be possible that many companies, for tax reasons or prestige, declare as R&D maintenance expenses and others. There are more circumstances that may affect survey numbers, such as capacity expansions.
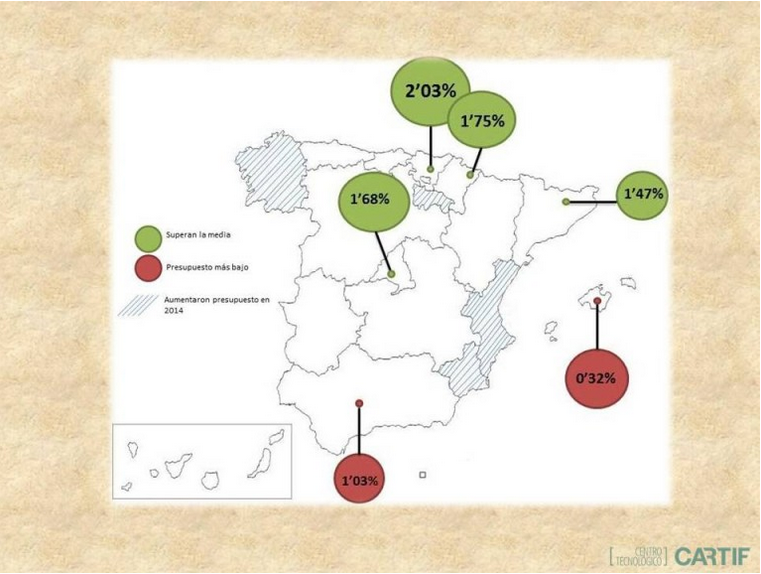
There are four regions that increased their R&D spending in 2014: La Rioja, Murcia, Galicia and Valencia. The rest reduced them. In relative value in % of GDP, there is a big dispersion: The Basque Country with 2,03%, Navarra with 1,75%, Madrid with 1,68%, Catalonia with 1,47%, above the national average. A great distance followed by other regions, like Andalucía with 1,03% or Baleares with 0,32%. These percentages show the lack of interest from both administrations, central and regional, in encouraging basic engine of economic and social progress.