Low cost alternative innovations. The barometer and how to think outside the box
I finished my previous post commenting how an ILM approach –to disaggregate energy consumption in a factory- can be an unbeatable challenge, financially, for those factories with highly distributed energy consumption.
The commercial market offers several alternatives for industrial measurement systems, designed by the main equipment manufacturers such as SIEMENS, ABB, SCHNEIDER, … capable of providing a hyper-exhaustive follow-up (several measures per second) of the energy consumptions of the different elements in a production chain. However, the cost of the necessary hardware, -the required computer and communications installation-, or the cost of the software licenses make such systems quite expensive. The consequence is that nowadays, they keep being a luxury only available to the large multinationals that also have several similar factories in different locations and, therefore a better purchase negotiation capacity and an easy and high internal replicability. In addition, its production processes are highly automated and computerized through the latest generation MES (Manufacturing Execution System) systems. They already have the necessary IT and communications infrastructure. They just lack the investment in hardware and the “upgrade” of their software licenses.
For other small and medium-sized factories, these solutions can mean “using a sledgehammer to crack a nut”, so that the investment in monitoring will never be profitable (in terms of produced savings). However, these types of factories are increasing their interest in optimizing their energy costs, but employing a reasonable economic investment more appropriate to their billing volumes.
Every science student will have heard the supposed anecdote of Niels Bohr and the barometer in one of its many versions. Although the anecdote of Bohr and the barometer is not real but invented, the moral of trying to think differently when solving a possible problem is more relevant than ever. The difference is that we now call it “thinking outside the box“. The question now is not how to measure the height of a building with the help of a barometer, but, how the measurement and monitoringof energy consumption of a factory could be developed without spending the whole sum of the factory one-year investment budget ?
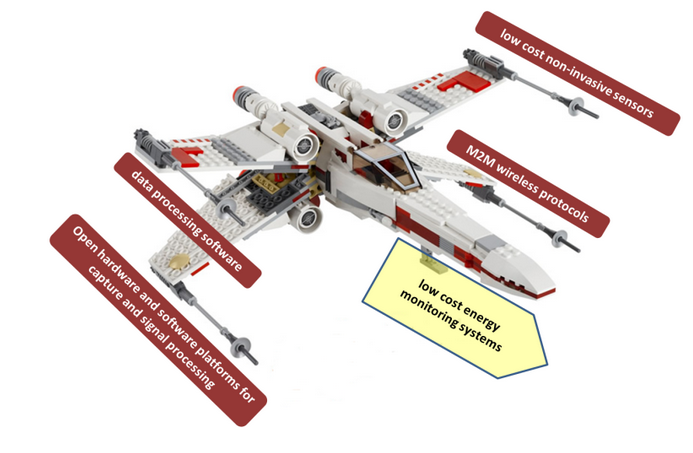
The answer, as in the problem of the barometer, is not unique, as it will depend on each particular factory. Fortunately, the IOT revolution is producing economies of scale in some of the necessary components. Continuing with the ‘Star Wars’ tribute, the low cost monitoring energy consumption systems can be compared to an X-wing starfighter formed by the following four wings:
The lower cost of electronics, which is allowing the development of new low-cost non-invasive sensors such as Hall effect-based electric current sensors, ultrasonic flow sensors, or infrared temperature sensors.
The open source hardware-software platforms for signals capturing and processing through low cost devices like Arduino, Raspberry Pi and others.
The emergence of new wireless communication protocols oriented to the M2M (Machine To Machine) communication with characteristics of low bandwidth and energy consumption and high resistance to the interferences, like Zigbee, BT LE or Wi-Fi HaLow.
Software systems for storage and processing all the recorded data, for example the database systems, the multiple indicator reports automatic calculation tools and the use of displays showing the current values of the most important parameters. Both, residents on physical servers located on the factory intranet, or virtual cloud rented servers.
These new technologies are not yet mature and obviously the industry can be very reluctant to use them. If there is something that scares a production or maintenance manager those are the experimental systems that have not been tested previously for years. However, it is necessary to remember that we are not talking about modifying the control systems of processes and machines, but about deploying a parallel system throughout the factory that allows the monitoring and records the energy consumption of the main elements and production systems. We are talking about the detection of possible energy inefficiencies. We are talking about its correction and the corresponding economic savings. And we are talking about doing so with a reasonable investment cost, that is, that an SME can afford it.
Watch out, the game might not be worth the candle.
In my previous post, I explained how beneficial could be for a factory to disaggregate (by direct measure and not by estimations based on nominal values) the energy consumptions of the factory between the different lines, machinery and systems that compose it. Jedi jokes aside, the fact is that such energy disaggregation is an example of the well-known rule “measure to know, know to control and control to improve.” And down to a more practical approach, the availability and study of such information will allow:
to map the energy consumptions within the factory
to visualize, through a simple pie chart, the energy contributions of the different elements.
to set up the priorities about what zones or machines must be modified or replaced due to their low energy efficiency.
to compare the energy efficiency between the different lines of a factory.
to compare the energy costs of the different products manufactured in the same production line.
to detect inappropriate consumptions due to devices’ malfunction, or sub-optimal working protocols.
Ok, let’s suppose we have already convinced the factory managers of the convenience of measuring to improve and doing it through the disaggregation of consumption. How do we start?
The most obvious approach would be to monitor the energy consumption of each machine with its corresponding sensor or meter. For electricity consumption, the installation of a network analyser will be required in the electrical cabinet where the electrical protections associated with the equipment are located. This installation, as long as there is available space in the corresponding cabinet, usually would require stopping machines for a few minutes. In the case of machinery whose energy consumption is natural gas, things get more complicated and expensive. Here it will be necessary to saw the gas supply pipe to install the new gas meter. The safety requirements and verifications of the new weldings will require a 24-48 hours supply interruption and machinery stop.
In addition, there may be machines or equipment that require a significant consumption of compressed air or heating (or cooling) thermal energy in the form of hot (or cold) water. In these cases, the specific meters must be installed in the supply pipes of the corresponding services.
In any case, formerly, the meters used to incorporate a mechanical (or electronic) mechanism of counting and accumulation. Periodically, the assigned worker would record their readings in the corresponding logbook. The mentioned readings would be later introduced manually into the computerized cost management system. However, nowadays, this approach is obsolete since, like any manual data collection process, it is costly, inefficient and leads to multiple errors. In other words, it is not only required to install the meters, but these models must be equipped (and all industrial models comply) with a communications module that allows the measured data to be sent to a computerized database storage system. It will also be necessary to deploy a new communications network (or extend the existing one if applies) to communicate all new sensors installed with the computer system that will periodically record data on energy consumption.
This type of consumption monitoring is known as Intrusive Load Monitoring (ILM). Its main advantage is the precision of the results, but its great disadvantage is the high expenses that it entails. In factories where consumption is highly distributed among a multitude of machines, the cost of equipment and installation of an ILM system can be a great investment compared to the annual cost of energy consumption in the factory.
It should not be forgotten that the purpose of a energy disaggregation system is to help reduce energy consumption and therefore the cost associated with such consumption. Obviously, it is not possible to precisely predict the economic savings that the energy disaggregation will produce. With regards to this, it is usual to use ranges, based on previous experiences, with the most and least favourable values. No matter how wide the potential savings are, if the initial investment is unreasonably high, the corresponding Return on Investment or ROI rates will be above any acceptable threshold considered by the relevant Chief Financial Officer.
Disaggregation of consumptions? Why? To avoid the dark side
Within the world of management, the aphorism “If you can’t measure it, you can’t improve it” is often attributed to the twentieth century Austrian philosopher, Peter Drucker, whose writings contributed to the philosophical and practical foundations of the modern business corporation. He is indeed considered the founder of modern management.
Anyone with a minimum knowledge of quality control will have heard of the “Deming Cycle” also known as the “Plan-Do-Check-Act management method”. Measurement is essential in management. It is part of the administrative process and it is essential in the application of the PDCA method.
However, physicists know the expression does not come from the field of corporate management but from experimental thermodynamics. In particular, it was the nineteenth century British mathematician and physicist William Thomson Kelvin (Lord Kelvin) who formulated it in the following terms: “What is not defined, cannot be measured. What is not measured cannot be improved. What is not improving, always breaks down.” By the way, William Thomson Kelvin became Lord Kelvin-Britain’s first British scientist to be admitted to the House of Lords,-in recognition of his work in thermodynamics and electricity. He is buried in Westminster Abbey, next to the tomb of Isaac Newton.
Once defended the honour of “physics” versus “management”, the idea of measuring for improvement remains one of the most important ground rules of green manufacturing.
One of the problems encountered in the REEMAIN project when initiating the process of improving the energy efficiency of the production processes is the aggregation of energy consumptions: the individual energy consumptions of the main machines or stages of the production process are not accurately known. Only the global amount of energy consumed by the factory as a whole is known.
In the best case scenario, the total amount of energy consumptions of the different workshops will be available in terms of monthly values in large factories constructively organized in interconnected workshops. This is because, –in those kinds of factories-, the specific electricity and gas meters, and even thermal energy or compressed air meters, will have been installed, in the connection points of the workshops to the energy distribution factory networks. However, this “effort” (i.e. economic investment) in terms of energy meters has nothing to do with energy efficiency concerns. It is devoted to avoid discussions in the allocation of overhead costs for energy supplies and auxiliary services between the different workshops or departments.
Overhead costs must always be distributed, and given that financially the factory (or company) is a closed system, the different departments or workshops will try to use a criterion that benefits them –obviously at the expense of hurting others. For instance, electricity or natural gas costs are often split between different departments depending on the number of workers, the workshop area, the amount of produced units, the number of working hours, nominal power of the machineries or even some type of weighted mix of all the above parameters. As you can imagine, if total energy costs reach magnitudes of six zeroes, changing the weighting of the different criteria can represent hundreds of thousands of euros in the corresponding economic balances.
In any case, either within the workshop or at the global factory level, the challenge is to determine (i.e. monitor with temporal detailed recording) the contributions of the different lines, machines or systems to the energy consumption of the factory. And, why is this useful? Well, there are many reasons that will be discussed in the post. But, talking in general terms and paraphrasing Master Yoda, –now it is 40 years celebration, it could be said that “Aggregation of energy consumptions is the path to the dark side. Aggregation leads to lack of knowledge. Lack of knowledge leads to uncontrollability. Uncontrollability leads to inability to improve.”
I had planned to continue talking about Green Manufacturing initiatives, but I have decided to write a new post with a different but complementary approach to sustainable manufacturing.
Before the Flood is a 2016 documentary film about climate change firstly screened on 30th October 2016 on the National Geographic Channel. Directed by Fisher Stevens and starring Leonardo DiCaprio. The film was produced by a collaboration between Stevens, Leonardo DiCaprio, James Packer, Brett Ratner, Trevor Davidoski, and Jennifer Davisson Killoran. Martin Scorsese is an executive producer.
The film shows DiCaprio visiting various regions of the globe during 3 years exploring the impact of man-made global warming. Along with Leonardo DiCaprio, the documentary includes interviews with Barack Obama, Pope Francis, Sunita Narain, Elon Musk, and Johan Rockström. I strongly encourage everybody to watch this film. It is widely available and free of charge on various platforms like the National Geographic Channel in Youtube
I have been fortunate to work on the demonstrative REEMAIN project during the last three years. In this project, among other multiple activities, three demo factories (biscuits, iron foundry and denim fabrics) are voluntarily –and supported by European funds- taking several initiatives in order to increase their efficiency in terms of energy and material resources consumption.
Even in subsidised scenarios like REEMAIN, it is not easy to achieve the required modifications in the manufacturing processes and installations in order to merely reduce the corresponding environmental impact, especially if the modifications affect the expected profits. Therefore, although some proposed measures should not affect the factory profitability, they are still perceived by the Managers as unnecessary risk or uncertainty elements.
Why should any company turn its production and operative systems upside down to fight against climate change? What happens with those companies whose products or production processes are inherently polluting?
Simply encouraging companies to include among their main objectives the fight against climate change is a good idea, or at least is better than doing nothing, but it is clearly not enough. The process will not be fast enough. The change must be externally boosted, and it is our responsibility as citizens-voters-consumers to assure it. One possible booster is the politician power through the adoption of new more restrictive legislation like the banning of coal use in the European cities. The other booster might be the consumers awareness and consequent rejection of those products and services associated with a high environmental impact. For example, the campaigns against the use of palm oil.
This film of DiCaprio is naturally more oriented towards the American public. Hence, it takes some time to explain the USA politician system and the economic relationships established between politicians and big hydrocarbons companies. Because of it, currently in the 2016 America Congress and Senate there is an important percentage of representatives that directly deny the climate change. In Europe, our politic representatives fortunately, no longer have doubts about the climate change. However, it seems like if the possible negative effects over the economy were slowing the development of new regulations that restrict or directly ban the most polluting products and processes. A practical example of this issue is the EC authorities management of the “Dieselgate” scandal.
The movie ends –this is not a spoiler, since the important idea of this film is spread through the whole movie- with a clear message: It is up to all of us to stop the climate change. It can be achieved using two tools: our consumer habits and our vote.
Consume differently. Reflecting on what we buy, what we eat and how we get our power, might make a first step.
Vote for leaders who will fight climate change, will make the second step. Leaders that will end fossil fuel subsidies and exploitation, invest in renewables and support a price on carbon.
I absolutely agree with both proposals. However, I would add that in addition to consumers and voters we are also citizens, hence, we must try to communicate and convince the rest of the citizens about the importance of stopping the climate change. This post is my first grain of sand.
Beyond painting your factory or your products in green color
In our previous post, we mentioned two corporate sustainability initiatives (one from IKEA and another from Google). It is true that these two companies are somehow unique cases, without easy extrapolation to other industrial sectors related with the “traditional manufacturing”. However, these two keep being good examples of the current emerging trends regarding environmental concerns.
In an increasingly globalized and competitive world, the concerns of citizens about environmental issues are not always considered with the required priority by lawmakers.
Luckily, consumers begin to ask companies a greater commitment to the environment.
More consumers reject the most polluting products, and even, some of them are willing to pay more for environmentally friendly goods and services. In this new scenario, companies are worrying for showing to the community that they are as “green” as possible. However it does not always correspond to reality, and the so called “greenwashing” occurs.
Wikipedia defines greenwashing as a form of spin in which green PR or green marketing is deceptively used to promote the perception that an organization’s products, aims or policies are environmentally friendly.
Evidence that an organization is greenwashing often comes from pointing out the spending differences: when significantly more money or time has been spent advertising being “green”, than is actually spent on environmentally sound practices.
Ok, so this is another type of misleading advertising, why this type represents a bigger problem?
Seems like anything and everything has “gone green” these days. Airlines, car companies, retailers, restaurants… Thankfully, more often than not, that’s a good thing. It’s only bad if it’s greenwashing — that’s bad for the environment, consumers, and, ultimately, for the very businesses doing the greenwashing.
Environment: At its very worst, greenwashing is bad for the environment because it can encourage masses of consumers to do the opposite of what’s good for the environment. At its most benign, greenwashing makes claims that are neither good nor bad for the environment — it’s just making green claims to sell more stuff.
Consumers: Nobody likes to be taken advantage of, especially when it comes to money. The last thing consumers want to do is to spend extra money on a product or service they believe is doing right for the environment, but in reality is not — or not as much as the ad might lead them to believe.
Businesses: Smart businesses are finding out that doing right for the environment actually does increase profitability in many cases. With so many easy ways for businesses to reduce their environmental impact or improve their products and processes, it’s just sad when they don’t. It’s even worse when they don’t make changes and claim to be a green company. Once properly informed and trained, consumers become able to distinguish honest companies from cheater ones. Sooner or later, the practice of greenwashing will explode in their hands, therefore, destroying the reputation of the company and consequently also their sales.
Ok, problem understood, what can we do to eradicate this practice?
In 2008, the Oregon University launched the GREENWASHING INDEX, where everyone who wishes can send and evaluate ads claiming friendly environmental properties. Users then, evaluate –with the corresponding justification- the truthfulness of the ads on a scale of 1 to 5 where 1 means Authentic and 5 means Bogus.
In the same year, the British association Carbon Trust, launched its certification program Carbon Trust Standard, that includes protocols for measuring the real reductions of the companies’ environmental impact and therefore prevents greenwashing practices.
In Spain, currently there are not similar initiatives. Some companies are voluntarily making Environmental Product Declarations, (EPD) of their goods and services based on the ISO 14025 standard. This regulation requires certified methodologies and the publication of the obtained results and therefore making a real environmental transparency exercise. Unfortunately, the number of products or services covered by this certification is merely a token.
In Spain, as citizens-consumers and regarding our options to change the world, it seems we are not yet aware than our wallets are more powerful than our votes.
Other possible example or indicator of this awareness difference is the direct comparison of the effect that the “Dieselgate” has produced on the sales of Volkswagen vehicles in Spain and the United Kingdom.
And you, do you know any greenwashing case? How much more would you accept to pay for a more environmentally friendly product or service?





{kind=link}