During these dates we usually toast at Christmas celebrations. The idea is to toast with a frothy drink, although sometimes we don´t know how to differentiate well one from the other, because we may confuse the terms “sparkling wine”, “cava” and “champagne”.
Cava and champagne are two types of sparkling wine that are elaborated in the same way, using the “champenoise méthode”, with similar grape varieties; besides, the first is elaborated in Spain and the second in France. The cava came out in the late nineteenth century while champagne dates from to the seventeenth century. Taking into account also that the climate and soil influence the quality of the grape, it’s very difficult to compare, even using the same method.
The French drink with bubbles was known in its beginnings as “champagne”, in honor of the champenoise method, but when Spain joined the EU, our French neighbors claimed their right in exclusivity, with which Spain could not elaborate this sparkling wine and also call it champagne, since it was only valid for sparkling wines produced in the region of Champagne; so it was decided to re-baptize this Spanish Designation of Origin as Cava Designation of Origin (D.O.), doing honor to the underground cellars or cavas, where these sparkling wines were elaborated.
Another difference is that to bottle up champagne, it can be mixed grapes of different vintages, compensating the quality by this way. When it is made only with one vintage, it is called “millesime” or “vintage“. By contrast, in the cava the typical thing is to bottle wines of a single vintage.
After explaining the terms, let’s focus on the Cava D.O., the Spanish.
Usually, D.O. refer to a particular region, for example, Ribera del Duero D.O., La Mancha D.O., even in non-wine products, such as Sierra de Cazorla Oils, Rincón de Soto Pears, Cabrales Cheese. The Cava D.O.is the only denomination of Spanish origin that puts the vinification method (the traditional champagnoise or second fermentation in bottle) to its geographical origin. Of course, it is not possible to label a sparkling Spanish with the “word” cava if it is not produced in officially recognized zones or wineries.
In the case of wine, the Cava denomination is the only denomination of Spanish supraterritorial origin, together with Rioja; this means that it exceeds the autonomic borders, although more than 98% of Cava’s total production comes from Catalonia, existing also production areas in municipalities in other regions.
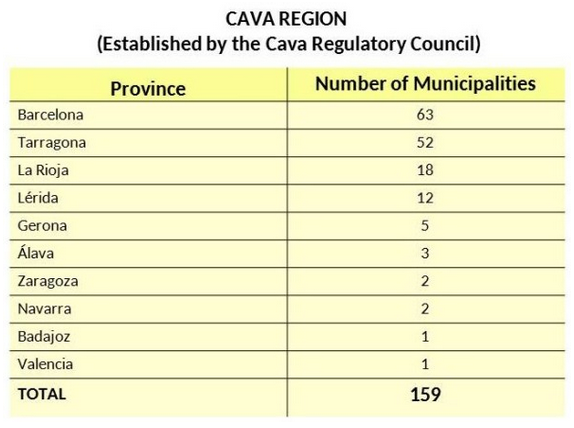
The Regulation of the Cava Denomination and its Regulatory Council was approved by Order of 14.11.91 (BOE 20.11.91) and modified by different Orders. Prior to these Regulations, on February 27, 1986, the Order establishing the reservation of the “Cava” Denomination was published for quality sparkling wines produced by the traditional method in the region determined therein. But there were a number of sparkling winemakers that already made the production of wine base and/or cava prior to the entry into force of the Order of 1986. That is why, within the terms of reference of the regulations there are a number of exceptions that apply to certain wineries that may use the term “Cava D.O.” even if they occur in municipalities that are not among the 159 that are mentioned in the Regulation.
The curiosity is that of the wineries that are mentioned as exceptions there are one of Zaragoza, one of Girona, one of Valencia, one of Barcelona (regions included in the Cava Region), but there is one winery in the region of Burgos, one wine cellar of Aranda de Duero that, although it is not included in the Cava region, can elaborate sparkling wines by labeling them as Cava D.O. Strange, isn´t it?
“Cities are no more than ecosystems that consume resources and transform them to produce outputs as services, goods or waste” says Richard Rogers in his book “Cities for a Small Planet”. Certainly, sustainability of these complex ecosystems depends on our capability to reduce the non-renewable sources consumption, waste production or the various means of contamination (atmospheric, light or acoustic), as well as on establishing circular strategies that allow generating new resources based on the produced wastes.
On the other hand, the technology development (that happens mostly in cities) provokes that we have an increasingly important new resource, which is the information through data, generated by citizens and the systems they use. Perhaps this source was not considered in the Rogers’ ecosystem (or at least not as important as it is now) which he said that should be circular and therefore reduce its dependency on external sources and the production of wastes as output. But there is no doubt on that, under this new industrial revolution that we are witnessing, “data is the new oil” (as David Buckingham, President at AIMIA Shopper Insights, says), whose refinement, exploitation and transformation into services allows improving the citizens’ quality of life.
Coming back to Rogers’ text, in the prologue to the Spanish version, who was the Mayor of Barcelona between 1982 and 1997, Pasqual Maragall, wrote that “my city is imposed as an indisputable evidence, the environment of everything, or almost everything that happens to me, the greatest place among all I can modify, about which I can really influence, physically, and not only through the fiction of the vote”.
It is difficult to establish an accepted definition of what a Smart City is, and even more agreeing how to measure it, but it is indubitable that the basis of the city of the future has its ground on these three ingredients that Rogers, Buckingham and Maragall state, where if we mix them we find out that in the challenge of transforming the city –understanding that every action will have an impact on its performance–, we need to work on improving the efficiency of its ecosystem –making it more sustainable–, and integrating this important source which is data to provide to citizens new and improved services to turn their day-to-daymore efficient as well. At the end, a city can’t be smart if we are not making a smart use of it and its resources.
Furthermore, undeniably, the Smart concept is trendy, and it is not only the city understanding that new mechanisms should be implemented to improve this ecosystem, but among the citizens, there is an increasing demand and use of smart technology solutions. Now, the challenge is on finding the balance among these two axes, which should converge on transforming the urban environment into a smarter and more sustainable place to live and work by agreeing those that plan it and those that are already making a smart use of sources and services.
Many of these concepts have been evident in the Smart City Expo and World Congress in Barcelona, which has been again postulated as main fora among cities, industry and citizens in this year’s edition, where all these stakeholders have gathered to learn under a Congress that this year was entitled “Cities for Citizens” which could not better summarise the ideas that this post try to share.
This was a “must” event for our Smart City projects, where we have been able to share the urban regeneration processes that we are implementing in the 16 cities in which our projects R2CITIES, CITyFiED, REMOURBAN and mySMARTLife are working, through actions in the convergence area of energy efficiency, smart and sustainable mobility and ICTs that we are implementing.
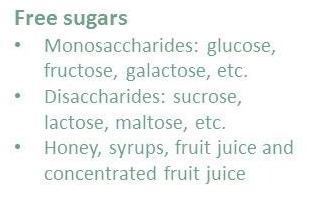
Bad news for those people who love sweet food. In the Guideline: sugars intake for adults and children (2015), WHO recommends a reduced intake of free sugars to below 5% of total energy intake. A few 6 teaspoons of coffee/day (25 g), including sugar that provide food. And this also aims to for those who are thinking: “what are you telling me? I add honey”. Ok, but although it is very “natural”, the bitter reality is that more 80% of honey are also sugars.
The recommendation is further supported by evidence showing higher rates of dental caries when the intake of free sugars is above 10 % of total energy. This evidence shows those adults that increasing the amount of sugars in the diet is associated with a comparable weight increase. In addition, children who consume much more sugar are more likely to be overweight or obese than children with a low intake of sugar-sweetened.
United Kingdom announced that they were going to apply taxes to sugars sweetened beverages, which is an important topic of argument in Europe. In fact, Catalonia has taken the initiative, announcing it expected to establish the first regional assessment to sugars sweetened beverages during the next year. The rate will vary from them 8 cts/L, for drinks that contain 5 to 8 grams by 100 ml, and of 12 cts/L for which overcome it.
It is suggested that priority is given to food categories that commonly represent major sources of added sugars in Member States’ diets, that have a high public health impact or that are recommended to be consumed. According to these criteria, the relevant food categories where efforts should be focused on are:
In CARTIF, we know that reducing content of sugars in food is not easy because aside from sweetness, sugars also influence many product properties.
In bakery products, the role of sugar (sucrose) is very important because also influence many product properties such as the volume, texture and colour:
• Sugar increases gelatinization temperature of starch, so that air bubbles trapped lightening the texture. • It is a humectant (fixed water), this is important for conservation food e also affect its texture. • It works as a base for the fermentation of the yeast (for example when the bread is growing). • Sugar reduces freezing point, what is important to produce softer ice cream and to increase boiling point, fundamental for manufacturing of sweet. • Sugars are responsible of brown color development of many cooked food, through two processes: Maillard reaction and caramelization. • Sugars are important for the preservation of the food. High levels of sugar limit microbial growth and allow the food to last longer.
Now, we can already get an idea that reducing sugars is difficult from technological point of view and because changing its organoleptic characteristics. I will leave for a second part of this post how currently the products without sugars are developing.
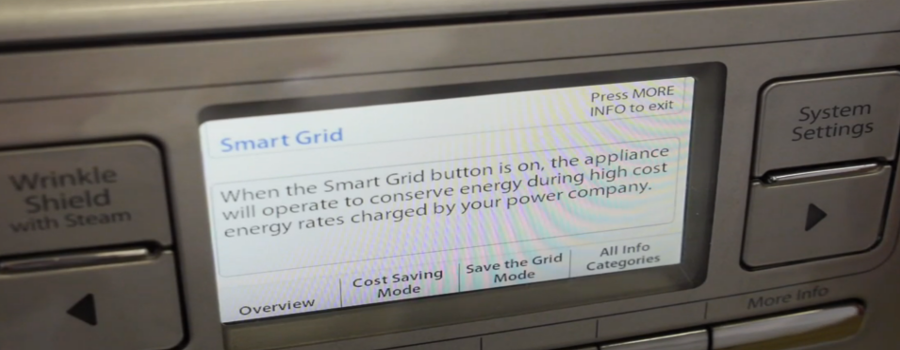
Internet of Things(IoT) are becoming common. These are the objects that connect to Internet by themselves to carry out their duties with no human intervention. One possible application that can help us to save money and to reduce greenhouse gasses emissions is the remote control of domestic devices featuring thermostats. These devices are the conditioning air, electric heaters, fridges, heat pumps and heating. While heat pumps are not common in many European countries, gas heating is widespread. Although the latter is not electricity driven, the same ideas can be applied because it relies on a thermostat. The important feature shared by all those devices is that they have thermal inertia, which means there is no significant effect if they are switched off for a reasonable period.
The first step is to connect to Internet the devices. There is technology available in the market to do this, like the Siemens’ Synco Living series or the devices manufactured by Greenwave Systems. This technology enables users to remotely access the aforementioned devices.
The next step is to allow the electricity company to control the thermostats, so they will be able to change the temperature set-point when some conditions are hold. For instance, in the case of the air conditioning, it means they will be able to increase the set-point up to certain threshold or for a certain amount of minutes every hour. In return for allowing changing set-points, the customer will have discount in his electricity bill.
Dryer connected to a smart switch
We have to consider companies do not participate in this scheme for the love of humankind, but because of the benefits they gain. What the company is really doing is to buy the customer’s flexibility. The flexibility is the energy the customer is willing to save if there is a return. When the company aggregates the flexibility of many clients, they find they do not need to produce or to buy a huge amount of energy which leads to big economic savings, in particular under unforeseen circumstances like some weather events.
But these programs that are profitable both for the companies and the customers have an even more interesting side; they foster the integration of renewable energies in the grid. The problem with renewable energy is that it cannot be scheduled, as it occurs with conventional sources. As a result, we have energy when there is no demand or the demand can concentrate when the wind does not blow. Demand response programs, this is the name for the described scheme, enables companies to use the aggregated customer’s flexibility to reduce energy demand when renewable sources are weak. In this way there is no need to build CO2 emitting reserve power stations, which are very expensive because they are not continuously running.
Demand response programs can be seen as a case of Internet of Things (IoT) and they are not common in Europe, at least among domestic customers, as it occurs in the USA. These programs allow citizens to be directly engaged in the promotion of renewable energies and in the reduction of greenhouse gasses production. They are a kind of everyday life perturbation, and some people could perceive it as an intolerable intromission. However, we have to consider almost all of us have a product called flexibility we can sell to the electricity companies and, at the same time, it is a personal involvement in climate change mitigation.
In the European Union 40% of the total final energy is consumed in residential and tertiary buildings. That is reason behind several European Directives established with the aim that the Member States develop long-term strategiesencouraging the renovation of residential and commercial buildings applying specific energy efficiency criteria. In order to define efficient strategies they have to be established in a holistic way; beyond individual buildings and thinking in wider terms of districts and cities. For this reason, several research projects are nowadays exploring the best way to perform retrofitting activities with those results in mind.
Nonetheless, the definition of a retrofitting strategy for any neighbourhood or any city is a trivial issue. There are many factors that must be analysed before proceeding with such intervention. Although the objectives to be achieved are often clear (reduction of energy consumption, reduction of greenhouse gas emissions, including renewable energies, etc.), the method to achieve those objectives is variable and different measures can be applied to the same scenario with varying degrees of success. The analysis of the most effective measures in cost-benefit terms requires of a considerable amount of information about the considered area and carrying out a series of complex calculations that allow to obtain indicators associated with the several possible interventions that may take place.
So it is at this point that the use of ICT (Information and Communication Technologies) adds value: performing calculations through simulation tools (including energy, costs and environmental aspects among others) the analysis of the different scenarios is more accurate and also tedious manual processes prone to failures are automated. However, although different simulation tools are available in the market a single specific tool that fully automates retrofitting interventions just does not exist nowadays.
In this regard, CARTIF is currently working on several projects aimed at creating such tools for designing retrofitting projects in cities such as the new project Nature4Cities or OptEEmAL, started in 2015. Both projects are funded by the European Commission under the Horizon 2020 R&D programme.
Nature4Cities aim is the development of a tool to support design of energy retrofitting projects in urban environments by applying Nature Based Solutions (NBS). This type of solutions has already been covered by my colleagues in a previous post.
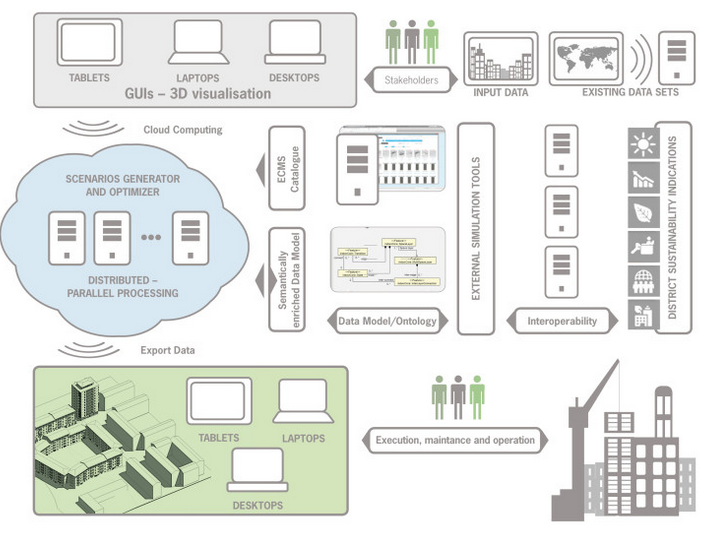
On the other hand, OptEEmAL project focuses on developing a design platform for energy retrofitting projects at district level. Working with input data provided by the user (BIM, CityGML and other type of data) the OptEEmAL platform automatically generates and evaluates possible retrofitting scenarios based on implementing a set of measures for energy conservation.
Such measures are contained in a catalogue according to a data model based on standards (such as IFC). The solutions included in this catalogue are both passive (envelope improvements, change of windows) and active (concerning energy generation systems, renewable energies or control strategies) and are applied both at building and district level. These measures may be generic solutions with default values or specific solutions provided by commercial entities.
In order to evaluate the various potential scenarios, a set of performance indicators are analysed and then categorised into different categories: energy, comfort, environmental, economic, social and urban. Once the optimisation has taken place, the OptEEmAL platform shows to the user the solution with better results in terms of indicators. As a result of the process OptEEmAL provides the user with very detailed information on the retrofitting project.
CARTIFwill continue working in this area of knowledge with our strong commitment to support energy efficiency and ultimately improve the cities and places where we live.
Currently, the 54% of world population lives im cities, and it is foreseen this figure rises by 70% in the middle of this century. Cities have been converted in denatured places in which is difficult to find interconnected nartural surroundings. Current urbanistic model presents one of the most serius global challenges by 21th Century: rapidly and changing development of industrial activities as well as the un controlled urban sprawl cause many social, environmental and health problems.
Cities are facing to environmental challenges related to poor air quality, heat island effect, increasing of flood risk, increasing of extreme phenomena frequency and intensity, the industrial areas derelict and the issues of social context (increasing of criminality, social exclusión, inequality, marginality, poverty, and urban surroundings degradation). Effects of the population concentration in cities are generally invisible for the mayority of cictizenship, however these risks remain latent and it appear in media and public opinión when it have caused seriuos problems and the environmental restoration is more difficult.
In many of the cities of the world the air quality has improved considerably in the past decades. Nonetheless, air quality is affecting to health of people and sorrounding. In Europe, the air pollution from industry has been replaced by the road traffic and heating pollution. Therefore, Air Quality is a common environmental issue in large and medium-size cities around the world.
Another consequence of climate change and population accumulation in cities is the “heat island effect”: urban areas hotter than nearly rural zones due to the urban topography and materials of building and pavements. Annual average temperature in a big city could be 1 – 3 oC higher than surroundings areas. Likewise, during nights in summer time, the variation in temperature can reach 12 oC. This effect has important consequences, but we will talk about them another time.
Regarding urban spaces management, the different kinds of abandoned and deteriorated places in cities imply an important challenge. In these areas, the environmental conflict is focussed on environmental issues like soils pollution and specific emissions, which just searches the not adaptive reuse of these spaces. This situation forgets the social side of the problem, which induces scepticism and rejection in the citizens.
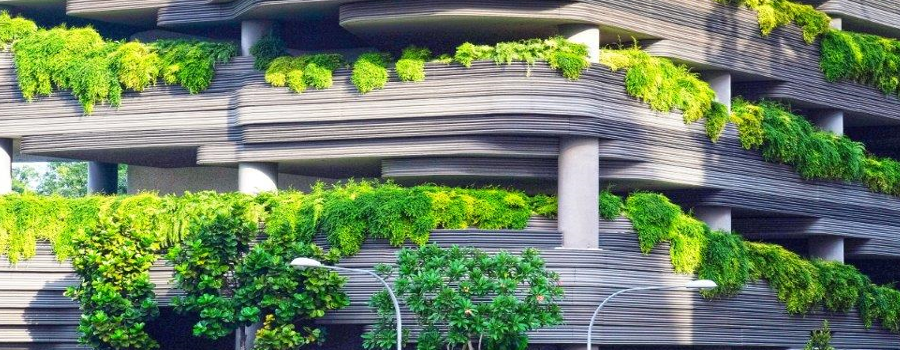
All of these problems can be dealt at the same way as the nature would do it, via solutions developed for thousands of years (Nature Based Solutions, NBS). In this way, it will achieve to reconvert urban areas in places in which nature can be present again and the citizen can enjoy it.
NBS will foster the sustainable urbanism, it will retrofit degraded areas, it will develop climate change adaptation and mitigation actions and it will improve the management of climate change risks. The NBS like actions inspired in the Nature present a huge potential to be energy sustainable and to be resistant to climate changes, however their success will depend on their adaptation to local conditions.
Deployment of green corridors, carbon sinks, vegetal paths, urban farming activities, sustainable urban drainage systems (SUDS), green roofs and walls, urban green filters, water spaces, pollinator’s modules, etc. in cities will be common the coming years, in order to achieve a sustainable urbanism and the re-naturing of our cities.