In a village of La Mancha, the name of which I have no desire to call to mind… an ingenious knight glimpses on the horizon old windmills. Believing that they were giants, he tries to defeat them with the help of his squire and the available weapons of the time. Do you recognise this scene? What if we frame it in the current era?
We are driving on the motorway and suddenly we glimpse on the horizon something that nowadays we do not consider giants: it is a wind farm composed of more than 20 wind turbines in charge of generating energy in a more sustainable way, but, once its function is fulfilled generate a large amount of waste that must be managed in an appropriate manner.
My question is, why do not we fight current problems with the resources of the moment: legislation, financing and research?
Allow me a brief description of the current situation. Since the second half of the eighteenth century, thanks to the industrial revolution, the ways of production and consumption changed radically, encouraging a rapid transformation of production systems to an unsustainable linear system due to the large amount of material and energy consumed, reinforced by the growth in consumption. Incompatible situation with a world of resources and capacity for adaptation limited to the growing impact generated by emissions of pollutants and the production of waste.
Therefore, with the aim of radically changing the current linear system of production and consumption, the European Commission, through the publication of a set of directives, has adopted an ambitious packageof new measures to assist in the transition of a Circular Economy (EC) that allows the use of resources in a more sustainable way. This fact will allow to close the life cycle of the products through greater recycling and reuse, that is, what is known as “cradle to the cradle”, bringing benefits both to the environment and to the economy.
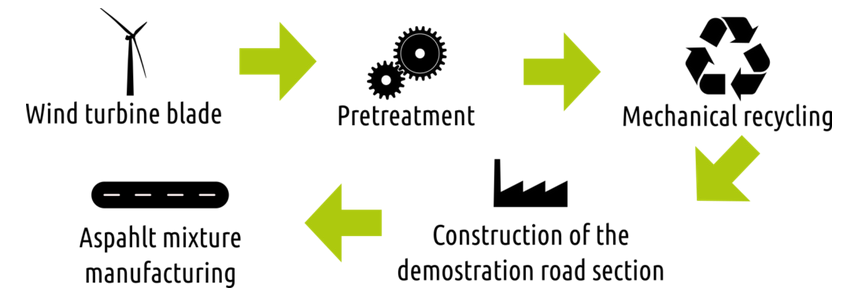
From the conjunction of the above, together with the LIFE program and a consortium of companies of Castilla y León, including CARTIF, emerged LIFE REFIBRE, a demonstration project that aims to close the circle of a specific waste, the wind turbine blades.
The environmental problem generated by this type of waste is the result of two factors. On the one hand, the forecasts about the growing need to manage it, together with the inconvenience of its too large volume, give rise to problems in the land use of landfills where its final disposal is made. On the other, the management of this type of waste through other types of treatments, chemical or thermal, cause the emission of toxic substances into the atmosphere, as well as a greater energy consumption of these processes (Composites UK Lcd).
For all this, the actions that are being carried out within the LIFE REFIBRE project are aimed at reducing the waste of wind turbine blades sent to landfill through a mechanical recycling process, designed within the framework of the project, which will generate a new raw material, fiberglass. Once the fiberglass has been recovered and classified according to its size, it is introduced as a raw material in asphalt mixes. This process aims to achieve the improvement of the technical characteristics of this product, as well as a more sustainable management of wind turbine blades in disuse.
To conclude and as a farewell, I ask you a question: why do not we apply the concept of Circular Economy in our daily life? I can think of an example: reuse plastic bottles as pots.
From the creators of “What doesn´t kill you makes you fatter or is a sin” and “You don´t know what to eat” appears “Take care if you like overcooking!” and “Nightmare in the kitchen, there is acrylamide in your food“.
For years it was known that acrylamide was a toxic substance present in tobacco smoke and in industrial processes such as paper manufacturing, metal extraction, textile industry, colorants and other processes such as cosmetic additives or in water treatment. What nobody could imagine was that it also appears naturally when we are cooking foods such as potato crisps, French fries, biscuits and coffee.
It was first detected in foods in 2002 in Sweden when this chemical was found in starchy foods. According to experts, acrylamide is converted in the body into a chemical compound called glycidamide, which causes mutations and DNA damage that could initiate a cancerous process. The main chemical process that causes this is known as the Maillard Reaction; between sugars and amino acids (mainly one called asparagine) that are naturally present in many foods. It is the same reaction that ‘browns’ food (consequence of some pigments called melanoidins) and affects its taste and smell (due to substances such as furans). For this reason, the color could be a very practical guide for detecting acrylamide in foods.
Following, there is a summary of the evolution of the acrylamide topic according to the opinion of experts and different authorities in food safety:
International Agency for Research on Cancer (IARC): classifies it as probable carcinogens in humans (group 2A). This designation is applied when there is limited evidence of carcinogenicity in humans as well as sufficient evidence of carcinogenicity in experimental animals. For this reason, the authorities recommend that exposure to acrylamide should be as minimal as possible.
World Health Organization and Food and Agriculture Organization of the United Nations (FAO/WHO): admits that there are many doubts about the mechanism of action of acrylamide and also about the estimation of the maximum recommended intakes or how the data obtained in animals have been extrapolated to humans. They insist especially on the need for more research on topics such as the associated risks in humans, quantification of acrylamide in diets other than European ones and identify the speed of the human body to neutralize acrylamide. In 2009 FAO/WHO published a code of practice for the reduction of acrylamide in food. A large amount of information on acrylamide is located on the FAO/WHO portal ‘Acrylamide Information Network’.
European Food Safety Authority (EFSA): it is still not clear whether the consumption of this component has an effect on the risk of developing cancer in humans. In the following link you can find all the information published by the EFSA related to acrylamide since 2002. Industry (Food and Drink Europe) has developed a document called ‘toolbox’ containing measures that can be applied by the different sectors of food industry to bring its levels down.
European Commission: in November 20th, 2017 the Reglament (UE) 2017/2158 is published containing mitigation measures and benchmark levels for the reduction of the presence of acrylamide in food. The Regulation establishes mandatory mitigation measures for food companies (industry, catering and restoration). At the moment, there are only levels of reference but everything indicates that in the future they will become maximum limits.
Spanish Agency of consumption, food security and nutrition (AECOSAN): is in full campaign of information to diminish the exhibition of acrylamide among consumers and to sensitize the population on the health risks of it. The motto of the campaign: ‘Choose dorado, choose health’. In the following video and link you can find simple recommendations to control the formation of acrylamide when cooking at home.
Undoubtedly, the issue of acrylamide will continue to give much to talk about over the next few years. In CARTIF we have just launched the COLOR Project: “Acrylamide reduction in processed foods” approved in the FEDER INTERCONECTA 2018 call. In this Project, the companies GALLETAS GULLÓN, CYL IBERSNACKS and COOPERATIVA AGRÍCOLA SANTA MARTA will join efforts to achieve the following objectives:
To reduce acrylamide in biscuit products and chips.
To obtain olive oils capable of counteracting the formation of acrylamide in processed foods.
To develop an indirect analytical method to quantify acrylamide more quickly, easily and economically than conventional analytical methods by measuring the COLOR of foods. In the Project we have the collaboration of the Institute of Science and Technology of Food and Nutrition (ICTAN-CSIC) and the Research Group, Food Quality and Microbiology (GRUPO CAMIALI) of the University of Extremadura.
Entomophagy, or insect consumption by humans, is not a novelty to anyone. Diets based on insects and arthropods are fully accepted in many countries and cultures, especially in South America, Asia or Africa. Even they are a real delicacy for some gourmets experts, for which they pay very high prices. There are markets for edible insects, at prohibitive prices, in cities such as New York, Tokyo, Mexico or Los Angeles, and some of the most famous international chefs include them in their famous recipes.
They do not have a single fault, nutritionally speaking. They are a balanced and healthy food, with high protein content, rich in essential amino acids. They are an important source of unsaturated fatty acids and chitin, besides of having vitamins and minerals beneficial for our body.
However, it is true that these ‘bugs’ have attracted the attention of the media, research institutions and members of food industry in recent months. Why now?
Experts say insects can provide a part of the necessary calories in countries where the consumption of some foods is limited. The Food and Agricultural Organization of United Nations (FAO) expects the world population will increase by 2050 in 9700 million people, about 24% people more than now, so there will be a greater need to supply food. Therefore, it could be a solution to help reducing the levels of hunger in the world.
On the other hand, agriculture and livestock, as we know them today, are primary activities that emit greenhouse gases. In comparison, insect could be produced with lower levels of greenhouse gas emissions and water consumption. Therefore, the incorporation of these new ingredients to our market list can also improve the situation of the planet in the climate change’s fight, as well as contributing to the circular economy process due to insects can feed with agrifood waste.
In addition to these reasons, on January 1st, Regulation (EU) 2215/2283 come into force, which includes insects within the category of ‘novel foods’, which is a big step to simplify the authorization process.
And, if eating insects have so many advantages, why are they not consumed regularly in Spain and in many other Western countries?
Because, in spite of legislation, there is an emotional and cultural rejection to include them in our plates. In other words, they make us feel sick!
This argument has been demonstrated by a pioneering experiment through blind tasting of different foods prepared with insects and monitored with neuroscientific tools, carried out in the context of GO_INSECT and ECIPA projects. These are two innovative initiatives related to the breeding of insects for food as an alternative and sustainable source of proteins. CARTIF takes part in the first one, a Supra-autonomic Operative Group, which has the financial support of the Spanish Ministry of Agriculture, Livestock and Food Supply.
This blind tasting has served to demonstrate that taste is not the reason why we do not choose insects for eating. The main reason is the appearance of them, knowing what they are, being aware that we are going to eat something disgusting for us.
How did the experiment carry out?
28 people participated in the tasting, which took place at the Veterinary School of the University of Zaragoza, while the electrodermal activity of us was recorded. Previously, we were warned products of the tasting could contain lactose, gluten, nuts, crustaceans and insects.
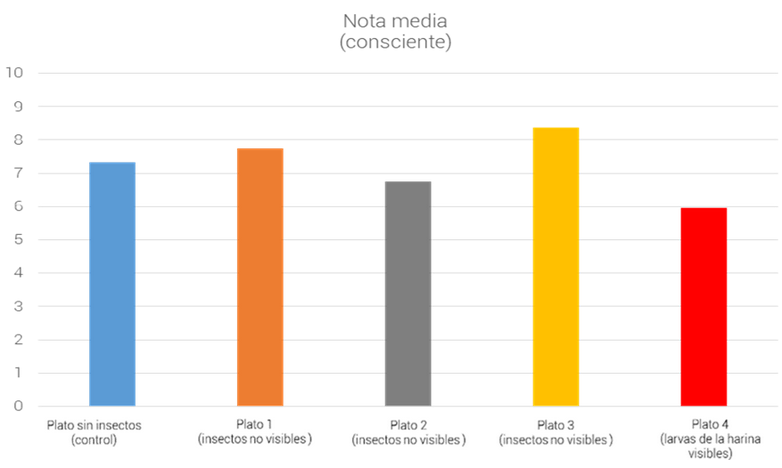
Participants tasted four dishes with insects in their composition, and a fifth dish without them, which served as base of comparison. In three of those that contained insects, they were processed and were not visible directly to the eye. In the fourth, insects were easily recognizable.
All these options were carefully elaborated and tested in advance in order to avoid mistakes in the evaluation. Bitbrain Company’s technology measured sensory responses, both when visualizing the food and when eating it. At the end, they evaluated with and individual survey the satisfaction to each elaboration.
And the results?
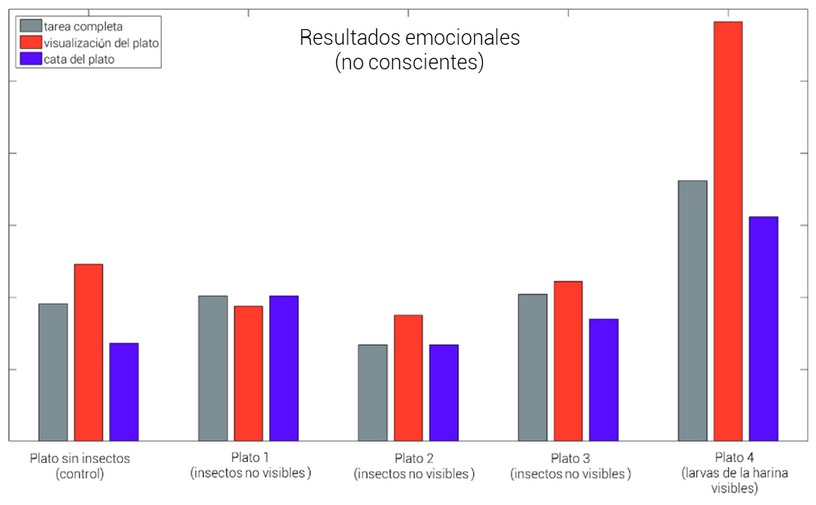
The non-conscious emotional response to the three first dishes, which have insects in their composition in a non-visible way, fell within the normal parameters to the tasting of the rest. That is, the fact that a plate contains insects does not influence negatively in the taste and is not detected at the physiological level either.
On the other hand, the emotional impact of the participants when we tasted the whole insect (small dry larvae of Tenebrio molitor or flour worm) was much higher than in the resto of the dishes. Even, the emotional impact was greater during the visualization than during the intake. That is to say, what produces that impact is the knowledge of knowing that what we have before us is an insect, not so much the consumption.
At a conscious level, the average score given to the dishes in which the insects were incorporated as flour was 7’6. Only one participant did not agree to taste the plate of the whole insect. Those who taste it marked a 5’9 of average grade.
After knowing that all the products we had tested contained insects, secured we would eat them again. Only one of the participants confirmed in the survey will not buy products that had been fed with insects.
So, at least, we should give them a chance, even if they are masked. More than 2 billion people already incorporate them into their diet, so a quarter of the world’s population cannot be wrong.
It is weekend. Dinner with friends at home and the dishwasher is damaged. After washing the dishes by hand, I set out a question: ‘what do you value most when buying a dishwasher?
This is one of the situations where it is clear that the dishwasher exists because there is a service that generates its demand. If there were not dishes to be cleaned, there would hardly be an element dedicated to its cleaning, which has influence in ‘liberating our time’. So it must be designed specifically to satisfy with guarantees and quality the purpose for which it was designed.
Some people will tell us that, for the new purchase, we should value the price (an economic product can be tempting for our pocket); while others will advise us to evaluate the latest trends in this regard (a ‘designer’ dishwasher can incorporate the last cleaning technology). However, are these options the only ones to consider for the purchase? In addition, there could be people who advise you to seek the incorporation of eco-design criteria in order to our choice incorporates recycled materials, for example. So, what will be the most important criterion?
All the above options are attractive, of course, but I must admit that if I were at dinner, my advice would be towards buying the most efficient dishwasher. Why? Let’s see. I am going to convince you:
You are going to live for a long time with this electrical appliance, which consumes energy and water, so the fact that consumption would be as low as possible is important, affects our pocket.
Furthermore, do you believe that a surprisingly low price ensures not means a reduction in robustness? Perhaps, paying a little more you ensure a longer life of the appliance (and cleaner dishes).
According to dictionaries, the term ‘efficiency’ implies the ‘ability to have someone or something to achieve a certain effect’. This definition, which seems timeless and absolute, is really a term that must change and adapt to the particular context of each moment in history, and the current moment is not trivial. Efficiency implies that this ‘effect to achieve’ brings together all needs that the current context commits ourselves to satisfy.
A dishwasher must be able to clean the dishes correctly, with low electricity and water consumption (critical points in today’s society) and with a reasonable shelf life for the appliance, which will ensure that the consumption of resources is sustainable.
And, what if we associate this simile with roads?
The road exists to cover society’s need to transport goods and people from point A to point B. Everyone, like the dishwasher, should want an efficient road.
The road, as infrastructures, has its own environmental impact (associated with its ray materials, its manufacturing processes, etc), but it also has an influence on the impact associated with the consumption of the vehicles that pass through it, the accident rate, comfort, the state of the vehicles, the connectivity of different zones… Therefore, it should not matter to invest more resources and efforts at the beginning if later a return is obtained and the overall balance is positive (both from the environmental point of view as economic).
A road in good condition (efficient) can reduce the consumption of vehicles that travel up to 5% (EAPA). As an infrastructures, the construction and conservation of a road for 30 years represents less than 1% of the CO2 emissions of the vehicles that pass through it (EAPA).
So, why is not the concept of efficiency on the road as obvious as it is in a household appliance?
In the case of the dishwasher, the user chooses and funds it, pays for water, electricity, detergent, salt, dishes or repairs… according to his judgment. However, in the case of roads, the Administration, whit all the constraints, which manages and decides the actions on infrastructures. In addition, the saving obtained in the correct management of the infrastructures, are visible in the medium-long term and the fuel savings are diluted in many small saving for drivers, difficult to quantify. This may be the reason why Administration does not perceive an immediate real benefit, or perhaps it is not too attractive considering its electoral and budgetary pressure. The money also comes from the user’s pocket.
It is necessary to help administrations, from all the sectors involved in road transport, to understand that we are in a long distance race, to help internalize the concept of efficiency, and to evaluate the problems considering the global set of transport system as a whole, and not evaluate individually the multiple independent subsystems that compose it.
The environmental variable is improved thanks to a good conservation of the roads and the economic variable too, from a global point of view and including all the agents involved.
Last July, EFSA published a protocol that sets out the strategy to follow for the collection of data that will be used for the development of a Scientific Opinion that establishes the maximum tolerable level of sugar intake. I know it could seem confusing, let me explain…
Tons of tweets and images often appear on social networks that show the amount of sugar that certain processed foods have. Associations such as sinazucar.org have been actively promoting it for some time. Thus, this topic is not new at all. The novelty is related to the publication by EFSA of a protocol that sets the strategy to follow in the collection of scientific data that will be carried out prior to the publication of the Scientific Opinion on the reference dietary level of intake of sugarsfor the European population that EFSA plans to publish.
This document will represent an update of the Scientific Opinion published in 2010 regarding reference dietary values for sugars, carbohydrates and fiber (EFSA NDA Panel, 2010a). With the data available up to 2010, there was no conclusive evidence linking an effect of sugars on micronutrient density, insulin response to glucose, body weight, type 2 diabetes or dental caries significant enough to establish limits of maximum tolerated intake, adequate intake or reference intake of sugars. After 2010, several organizations have published recommendations on the recommended intake of sugars; however, quite disparate among them. For example, the World Health Organization recommends reducing the consumption of free sugars in life. For both adults and children, the consumption of free sugars should be reduced to less than 10% of the total caloric intake. A reduction below 5% of the total caloric intake would produce additional health benefits. Now, EFSA intends to evaluate the scientific basis that has emerged from 2010 to the present and to check if there is enough new evidence to establish a reference dietary level.
This request to EFSA, which comes from the competent authorities in the field of nutrition and health of 5 European countries (Denmark, Finland, Iceland, Norway and Switzerland), will not only respond to the need to update the existing evidence but also will constitute an act of consensus of terms referring to the sugars present in food. Currently, each one calls, labels and understands the sugar content of food at free will, which makes it difficult to study the literature, label food and establish conclusions about the cause-effect relationship and recommendations for the population. Some companies only express the total sugar content in the nutritional labeling of their food, others consider that what is really important is to know the content in “added” sugars, while others demand consensus to label and make recommendations about “free” sugars. Do you know the difference between the three terms?
Total sugars: all mono and disaccharides that are part of a food, whatever its origin.
Added sugars: all mono and disaccharides that are not part of the food naturally but have been added during processing, whether by the manufacturer, the cook or consumers.
Free sugars: all mono and disaccharides except those that naturally form part of whole fruits or vegetables (whether intact, dried or cooked).
That is to say, all the added sugars are free sugars but not vice versa. The key difference between added sugars and free sugars is that the free sugars also contemplate the sugars that are naturally present in honey, syrups, fruit juices and fruit juice concentrates; while the added sugars do not contemplate them. Sugars naturally occurring in whole fruits and vegetables are not included as free sugars since there is no evidence that they have an adverse effect on health. In other words, free sugars would be synonymous with total sugars in all foods except fruits and whole vegetables.
A practical case to help us clear up this mess, please! For example, the sugars naturally present in a carrot juice in brick would be considered as free sugars; while the sugars naturally present in baby carrots packed in a modified atmosphere ready to eat, would not be considered.
Currently in Europe, most companies label their sugars in the form of total sugars. The USA was the first country in 2016 to establish regulations to force the declaration of all added sugars in the labeling of all foods. On the other hand, the Canadian health agency recently published a document in which it proposes to label foods rich in sugars, saturated fats and sodium as “high food in …” In the case of sugars, Canadians propose this declaration to be included in all foods that contain free sugars (not only added), so that this rule also affects fruit and vegetable juices and purées; while only dairy and whole fruits and vegetables stay out of this mandatory declaration.
Needless to say that if this lack of consensus affects the good understanding among professionals and experts in nutrition, even more it will confuse consumers. So in addition to this task of matching key terms to establish recommendations for intake and common labeling standards, education and consumer communication campaigns on the interpretation of nutritional labeling of foods are also necessary.
From CARTIF, we are committed to the dissemination of consumer education on nutrition and food issues, so we will remain aware to the publication of the Scientific Opinion of EFSA and of course, we will inform you of its conclusions in a clear and understandable way.
More than a year ago, we invited you to think green and it has been almost two years since we presented the concept “re-naturing cities”. Time waits for no man and it is a great achievement for us to ascertain how these concepts, which we study theoretically, become projects.
For both concepts, the implementation is being carried out with the URBAN GreenUP project implementation. Coordinated by CARTIF, its objective is the development, application and replication of renaturing urban plans in a number of European and non-European cities with the aim of contributing to climate change mitigation, improving air quality and water management, as well as increasing the sustainability of our cities through innovative nature-based solutions. The urban renaturing methodology is going to be demonstrated in three front-runner cities, Valladolid (Spain), Liverpool (The UK) and Izmir (Turkey), with the purpose of becoming more liveable cities using nature. To achieve these objectives, the consortium is formed by 25 partners (now, friends) form 9 countries which involve 3 continents (Europe, South America and Asia).
But we should not be bothering ourselves with all these technical definitions, let us try to use our day-to-day language.
Why this project and its development is so important for the citizens of Valladolid?
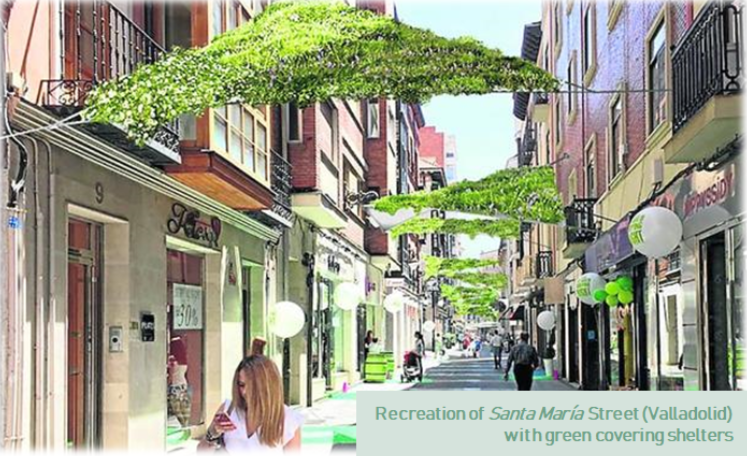
… Because Santa María Street will no longer be “one of the pedestrian streets perpendicular to Santiago Street” to become the first street in Valladolid with a Nature-Based Solution installed, green covering shelters specifically. These infrastructures integrate specific vegetation in flat surfaces and their structural features allow provide water for plants, humidity for the ambient and shade for citizens. They contribute to the reduction of heat island effect and improve the well-being providing physical coverage for sun and rain and, moreover, they will allow that the green colour appears in a grey zone.
… Because the time before the bus appears in Plaza España will no longer be a moment of impatience (during which we cannot help feeling “when will the bus arrive!”) to become an instant in which we can feel comfortable seeing the green covering shelters installed that will serve as a support for local urban biodiversity.
… Because one of the main avenues of the city, with high traffic density, will incorporate green noise barriers, structures designed to allow passage of wind thus avoiding its fall and it will mobile characteristics. They will include innovative substrate and specific vegetal species in order to avoid the negative effect of traffic noise for our ears (even 15dB of reduction) to please the eye, improving the air we breathe indirectly.
… Because the widely held etymological theory about the name of Valladolid which suggests that it derives from the expression Vallis Tolitum (meaning “valley of waters”), will become “theoretical” more than ever. The city has suffered important floods over the years that honor the possible origin of its name, but the floodable park to be implemented at the entrance of Esgueva River will integrate several NBS to minimize flooding and allow water drainage when heavy rainfalls or extraordinary flooding episodes occur, in that they are becoming increasingly frequent due to climate change.
It will be in a 2-year time horizon when a total of 42 natured-based solutions will be implemented in several areas of the city, and all of them will contribute to transform Valladolid into a more liveable city and resilient to climate change.
For projects such as this, we are organising the “BY&FOR CITIZENS” conference on smart regeneration of cities and regions, with the collaboration of the Institute for Business Competitiveness of La Junta de Castilla y León. It will be held in Valladolid on September 20 and 21 and among the experts attending the conference are included Paul Nolan, the director of The Mersey Forest, and Ramón López, from the Spanish Climate Change Office, to present and moderate several sessions about integrating nature to create new city ecosystems .
As the psychologist Daniel Goleman says “Green is a process, not a status. We need to think of ‘green’ as a verb, not as an adjective”.