You can think that the design of differentiable technology for menand technology for woman is not necessary. But, really specific wearables for women exist, especially for health topics. The others wearables, despite not being specific for woman, have a feminine designed due to some fashionable aspects.
I am going to mention several of these devices. Some of them are at the market, but others ones not yet, because they are pending of financing (almost always by crowdfunding), in order to going on with its development and coming out to the market. However, results are real for all them.
WEARABLES FOR WOMEN’S HEALTH
In relation with health topics, we find a big variety of devices focused on biological questions, such as control menstrual cycle or maternity and pregnancy aspects. For example:
– Leaf, a popular jewel due to its design, is developed to make fertility tracking. To keep track of monthly cycles. The technological advantages are its autonomy (six months) and capacity (dates for 14 days can be recorded without the connection to an app) – YONO Fertility Friend. This device is introduced in the ear and collects basal temperature overnight. Through an intelligent system, predicts and reports fertil days’ information. – The ReliefBan bracelet serves to avoid the morning sickness in pregnancy period. The operating philosophy is as of acupuncture. It consists of two electrodes that distract the nervous system through electrical impulses. The brain is distracted and the pain is blocked. – Milk sense is placed at breast, before and after feeding during lactation period. It uses alveoli changes for determinate the milk quantity that the baby needs.
WEARABLES FOR WOMEN BECAUSE OF ITS DESIGN
They are device that do not have a concrete function for women but the design is for them. Some examples
– Ombra works as every sportive device. The main difference is that its sensors are integrated in the brassiere. – Swarosvki offer us the Lumo Lift. It is a brooch with a sensor, which alerts us when our back position is not correct. – At the frontier, we have the Firs Sign forks. The pin detects possible assaults. It has a sudden movement detector. Immediately, it connects to the camera of our smartphone and alert to emergency services. Smartphone provides them the localization, also. – In addition, there are intelligent devices for solar protection, such as bracelets, towels, bikinis with UVA sensor, etc. These sensors, via RFIDs, send alerts to smartphone, depending on every skin type.
FASHION WEARABLES
Talking about decorative or fashion aspects, we have a big offer of wearables. It is said that the bet of important trademarks (such as Swarosky or L’Oreal) allows us to intuit that the fashion-technology fusion will have an important market of the near future.
Inside this group we have jewels with same or similar functions as the smartwatch:
– The Ringly ring is synchronized with smartphone for warning to alerts and calls through colour and vibrations. – The Hungary ring Omate, presented in gold, silver or precious stones. – The TagoArc bracelet is characterized by having an electronical ink covering. An associated app allows us to select the design of bracelet and change them when you want.
If we talk about fashion complements, taking out jewels, we have a wonderful offer from the more practice devices, (such as intelligent handbags that allow to charge phone), to the most ostentatious.
I want to highlight the experiments that Ezara and Tuba Cintel are designed, with Intel enterprise; the “dress of butterflies”. This dress remembers the fiction models of Katniss Everden at “The Hunger Games”
Extrusion technology allows to improve the nutricional, sensorial and fuctional properties of food. Find out what we are doing in CARTIF with pulses, in the International Year of Pulses, in this videoblog of our colleague Belén Blanco.
What is the use of 3D digitalization of infraestructures? Inspecting coatings, detecting cracks, inventorying and sensorization of tunnels and other structures. In the following video, we explain you what we do in CARTIF:
David Olmedo and José Llamas, researchers of CARTIF.
In the European Commission, there is a clear interest in improving the energy and environmental conditions of the building sector, and to reduce the impact of this sector in terms of energy consumption and CO2 emissions. That interest is materialized in funding several research and demonstration projects that go in this direction. One of these projects is iNSPiRe.
Last month it was held in Brussels the final meeting of iNSPiRe, bittersweet moment, because on one hand we were assuming the farewell of many colleagues of the 24 partners involved in the project and on the other hand meant a great satisfaction because finally, after 4 years of hard work, we were collecting the results coming from many conferences, many meetings and countless reports.
The iNSPiRe project is aligned with the ambitious European directive on energy performance in buildings which aims to achieve the reduction of energy consumption in buildings both in the residential sector and the tertiary sector. In this demonstrative project in addition to defining a process of renovation of buildings to reduce their energy consumption, they have been also developed highly efficient and innovative technological kits, with the aim of putting them on the market as future upgrades to the systems currently used in buildings renovation projects of the construction industry. In this way the building demo-sites have acted as the best testing bench for these kits. Different kits have been developed as a solution for multiple systems as kits for energy distribution or kits for envelopes and facades with innovative solutions for energy storage and energy generation systems.
As mentioned, all technological solutions developed within the iNSPiRe project have been installed on two demonstrators. One of them is located in Madrid, Spain, and the other in the German city of Ludwigsburg and both buildings belong to the residential sector. Both the data obtained from monitored buildings and the simulation data will be used for the creation of a common database that will serve professionals in engineering and architecture, as well as local authorities to inform them of the most efficient and cost-effective resources in a deep renovation of buildings.
Within CARTIF in this project we have been responsible for the tasks of monitoring, follow-up and analysis of the indicators that allow the verification of the optimum performance of the installed solutions and verify that the tenants reach comfort conditions. The first objective covered was the definition and design of a monitoring system that would allow the assessment of energy savings and to know the performance of the buildings before and after the renovation and rehabilitation process. In addition, CARTIF developed a surveillance software that show us when one of the solutions is not working properly, a situation the software interprets through the information collected from multiple sensors installed in the demo-sites. CARTIF’s work has always been closely linked to the business partners developers of technology kits one, as our role has also been to inform them of the correct performance and efficiency of their developments.
To carry out the evaluation of energy savings, both demo-sites have been monitored for two years in two periods, one year before refurbishment and one year afterwards, with the aim of identifying their behavior before and after and obtain a base line for comparison. For this task four groups of indicators were defined: comfort, electrical consumption, heating demand and finally emissions. Apart from those, economic indicators have been also defined but due to the timings on the kits installation, this indicator has not been already studied.
Regarding the results, although we have not been able to make a savings analysis, we have made a comparative study of the performance of the buildings in the two monitoring periods. Once the data from all kits are available it will be possible to make more in-depth valuations.
In the Energy Area of CARTIF we are committed to help transforming our living environments into more sustainable and energy efficient ones, and our work and outcomes of the iNSPiRe project will impact in this direction.
Before introduce our vision of interoperability of social-health system, it is needed to understand that interoperability is the ability of two or more systems or components to exchange information and to use the information that has been exchanged. As organizations incorporate applications / different computer systems, they generate what is known as “islands” of information, which end up generating gaps in services as well as inefficiency bags. Interoperability is the design and construction of bridges between the islands of information.
The Social-Health system in Spain, as well in Europe, consists on a large number of organizations, public and private entities: healthcare systems, social agencies, patient associations, services companies, nursing home, etc. Each of these organizations provides the services we need to develop our lives and those of our loved ones, in a comfortable way taking into account parameters of quality and efficiency.
One doubt that often arises in meetings with different partners is the real need to develop an interoperability framework for the social-health system. The intuitive answer to this approach is like building roads, tunnels and bridges, without prior planning. Does anyone find reasonable such approach?
However, in general, when organizations develop strategic plans for information technology (IT) tend to look inward, focusing mainly on achieving their own goals (an apparently optimal island). Further progress in this direction certainly hinders the 360º approach (continuity in health and social services). The challenge is to go beyond the internal problems and look outside. It needs to take advantage of the information generated by all organizations, so that, they can share and use the data, to generate new knowledge.
So we must begin to understand and to harmonize the needs of users and organizations from a scientific and technical systematic view. Once the doubt of working on a strategic framework of interoperability is clarified, the following question emerges: why is it necessary to base a local or regional strategy on international standards? Why is it not possible to make a local or an ad-hoc approach?
One possible approach to this question is associated with the sustainability of the work and to take advantage of an accumulation of knowledge (not reinventing the wheel). Therefore, in order to advance into a strategy of interoperability between of social and health information systems, it is critical to be based on international interoperability standards. These standards are promoted by Standards Development Organizations (SDOs) with the need to work actively through scientific and technical committees that contributes to the necessary evolution of standards forums.
Thanks to the experience of CARTIF, participating in different SDOs, as well as in the Cluster SIVI (Cluster of Innovative Solutions for Independent Living) and the EIP AHA (European Innovation Partnership on Active and Healthy Ageing), we conclude that a strategy to develop a framework of interoperability in social-health system, could open the door to cooperation between organizations in different fields, who want to be an active part of the social and health services. The beneficiaries of this cooperation are all users of the system (all of us!!), because it could be optimized and rationalized the use of resources, something that is extremely important to ensure the sustainability of the social-health system. On the other hand, this would increase the transparency and competitiveness of technology to develop new solutions that can be extended in a simpler way. Finally, we are convinced that the approach of advancing within a framework of interoperability in the social-health system will help develop new products in emerging technology SMEs. Solutions that succeeding locally, will be able to scale their solutions to a global market in a simpler way.
Recently, the Augmented Reality is becoming more and more common due to use of hand-held devices on our daily life such as smart phones, tablets and lately smart glasses. In this way, different applications, in many cases for leisure, like “Pokemon GO” or “Snapchat” image editor tool, have become popular this technology. But it is also includes for professional use on multitude of application areas.
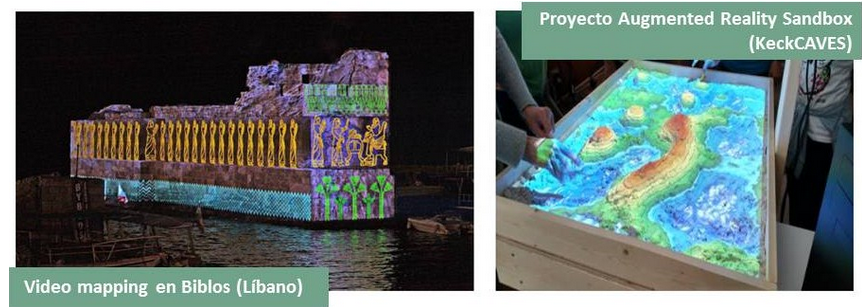
However, AR is neither a new technology nor it is subject to the use of smart phones orsmart glasses. Spatial Augmented Reality (SAR) augments real world objects and scenes without the use of special displays such as monitors or hand-held devices. The key difference in SAR is it makes use of fixed digital projectors to display graphical information onto physical object surface. The display is separated from the user of the system.
Because the displays are not associated with each user, SAR scales naturally up to groups of users, thus allowing for collocated collaboration between users. Furthermore, users avoid suffering eye strain due to use of smart glasses or be loaded with extra hand-held devices. For these reasons, aside from games and leisure applications, SAR has many potential applications in Industry.
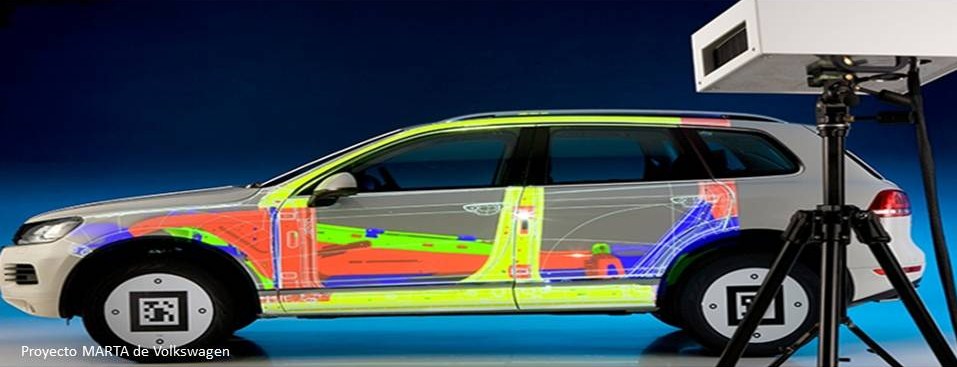
In the automotive industry is used frequently during design stage projecting onto the car surface different options to choose the finish, or showing the employee how to perform the tasks of a specific reparation. Although, one of most implementations in this field is assistance in manual assembly tasks.
One or more optical devices (projectors) fixed provide immediate guidance for tasks step by step, projecting indications (text, images, animations) onto the work surface and in some cases directly on the parts on which a user is working. Spatial Augmented Reality can offer the following benefits:
• Reduces or eliminates the need for computer monitors and screens, as the instructions appear directly in the task space. • Reduces users’ cognitive load when following work instructions, specially for training new workers. • Reduces the need to interrupt workflows to consult information elsewhere because there is no is no need for “attention switching” between work instructions and the task at hand.
In addition of previously commented: • Workers avoid suffering eye strain due to use of smart glasses or be loaded with extra hand-held devices. • One SAR system allows groups of users and collaboration between them.
This technology combined with some validation system, such as tool localization system or hand tracker trough computer vision, to ensure and confirm correct execution of the tasks, provides feedback for process improvement, traceability and reduces errors. CARTIF is involved in some projects that apply the benefits of Spatial Augmented Reality and reduce as much as possible its most delicate features, such as ambient brightness, adaptation of projection to colour and shape of the pieces, or possible occlusions produced by workers.