I had planned to continue talking about Green Manufacturing initiatives, but I have decided to write a new post with a different but complementary approach to sustainable manufacturing.
Before the Flood is a 2016 documentary film about climate change firstly screened on 30th October 2016 on the National Geographic Channel. Directed by Fisher Stevens and starring Leonardo DiCaprio. The film was produced by a collaboration between Stevens, Leonardo DiCaprio, James Packer, Brett Ratner, Trevor Davidoski, and Jennifer Davisson Killoran. Martin Scorsese is an executive producer.
The film shows DiCaprio visiting various regions of the globe during 3 years exploring the impact of man-made global warming. Along with Leonardo DiCaprio, the documentary includes interviews with Barack Obama, Pope Francis, Sunita Narain, Elon Musk, and Johan Rockström. I strongly encourage everybody to watch this film. It is widely available and free of charge on various platforms like the National Geographic Channel in Youtube
I have been fortunate to work on the demonstrative REEMAIN project during the last three years. In this project, among other multiple activities, three demo factories (biscuits, iron foundry and denim fabrics) are voluntarily –and supported by European funds- taking several initiatives in order to increase their efficiency in terms of energy and material resources consumption.
Even in subsidised scenarios like REEMAIN, it is not easy to achieve the required modifications in the manufacturing processes and installations in order to merely reduce the corresponding environmental impact, especially if the modifications affect the expected profits. Therefore, although some proposed measures should not affect the factory profitability, they are still perceived by the Managers as unnecessary risk or uncertainty elements.
Why should any company turn its production and operative systems upside down to fight against climate change? What happens with those companies whose products or production processes are inherently polluting?
Simply encouraging companies to include among their main objectives the fight against climate change is a good idea, or at least is better than doing nothing, but it is clearly not enough. The process will not be fast enough. The change must be externally boosted, and it is our responsibility as citizens-voters-consumers to assure it. One possible booster is the politician power through the adoption of new more restrictive legislation like the banning of coal use in the European cities. The other booster might be the consumers awareness and consequent rejection of those products and services associated with a high environmental impact. For example, the campaigns against the use of palm oil.
This film of DiCaprio is naturally more oriented towards the American public. Hence, it takes some time to explain the USA politician system and the economic relationships established between politicians and big hydrocarbons companies. Because of it, currently in the 2016 America Congress and Senate there is an important percentage of representatives that directly deny the climate change. In Europe, our politic representatives fortunately, no longer have doubts about the climate change. However, it seems like if the possible negative effects over the economy were slowing the development of new regulations that restrict or directly ban the most polluting products and processes. A practical example of this issue is the EC authorities management of the “Dieselgate” scandal.
The movie ends –this is not a spoiler, since the important idea of this film is spread through the whole movie- with a clear message: It is up to all of us to stop the climate change. It can be achieved using two tools: our consumer habits and our vote.
Consume differently. Reflecting on what we buy, what we eat and how we get our power, might make a first step.
Vote for leaders who will fight climate change, will make the second step. Leaders that will end fossil fuel subsidies and exploitation, invest in renewables and support a price on carbon.
I absolutely agree with both proposals. However, I would add that in addition to consumers and voters we are also citizens, hence, we must try to communicate and convince the rest of the citizens about the importance of stopping the climate change. This post is my first grain of sand.
Recently, the Augmented Reality is becoming more and more common due to use of hand-held devices on our daily life such as smart phones, tablets and lately smart glasses. In this way, different applications, in many cases for leisure, like “Pokemon GO” or “Snapchat” image editor tool, have become popular this technology. But it is also includes for professional use on multitude of application areas.
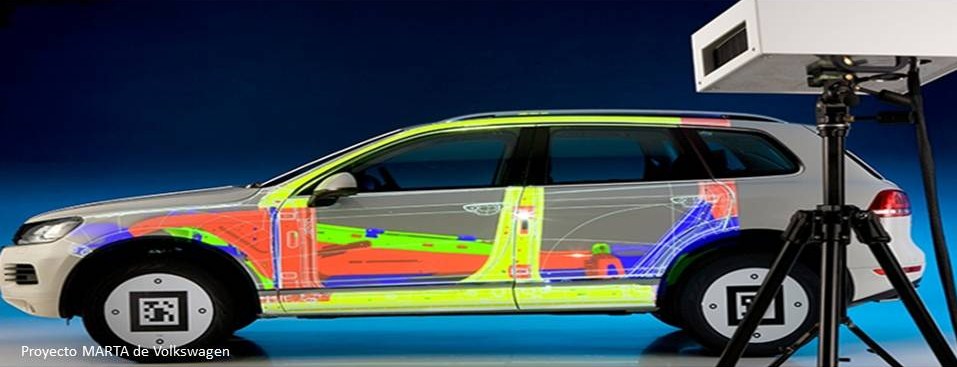
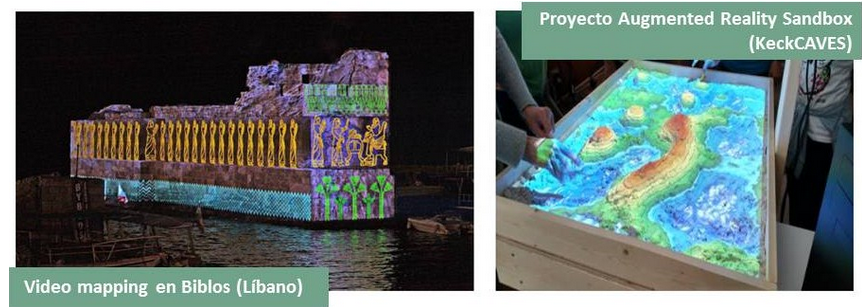
However, AR is neither a new technology nor it is subject to the use of smart phones orsmart glasses. Spatial Augmented Reality (SAR) augments real world objects and scenes without the use of special displays such as monitors or hand-held devices. The key difference in SAR is it makes use of fixed digital projectors to display graphical information onto physical object surface. The display is separated from the user of the system.
Because the displays are not associated with each user, SAR scales naturally up to groups of users, thus allowing for collocated collaboration between users. Furthermore, users avoid suffering eye strain due to use of smart glasses or be loaded with extra hand-held devices. For these reasons, aside from games and leisure applications, SAR has many potential applications in Industry.
In the automotive industry is used frequently during design stage projecting onto the car surface different options to choose the finish, or showing the employee how to perform the tasks of a specific reparation. Although, one of most implementations in this field is assistance in manual assembly tasks.
One or more optical devices (projectors) fixed provide immediate guidance for tasks step by step, projecting indications (text, images, animations) onto the work surface and in some cases directly on the parts on which a user is working. Spatial Augmented Reality can offer the following benefits:
• Reduces or eliminates the need for computer monitors and screens, as the instructions appear directly in the task space. • Reduces users’ cognitive load when following work instructions, specially for training new workers. • Reduces the need to interrupt workflows to consult information elsewhere because there is no is no need for “attention switching” between work instructions and the task at hand.
In addition of previously commented: • Workers avoid suffering eye strain due to use of smart glasses or be loaded with extra hand-held devices. • One SAR system allows groups of users and collaboration between them.
This technology combined with some validation system, such as tool localization system or hand tracker trough computer vision, to ensure and confirm correct execution of the tasks, provides feedback for process improvement, traceability and reduces errors. CARTIF is involved in some projects that apply the benefits of Spatial Augmented Reality and reduce as much as possible its most delicate features, such as ambient brightness, adaptation of projection to colour and shape of the pieces, or possible occlusions produced by workers.
In previous posts, predictive maintenance was mentioned as one of the main digital enablers of Industry 4.0. Maintenance, linked to the industrial revolution, however, has accompanied us in our evolution as human beings.
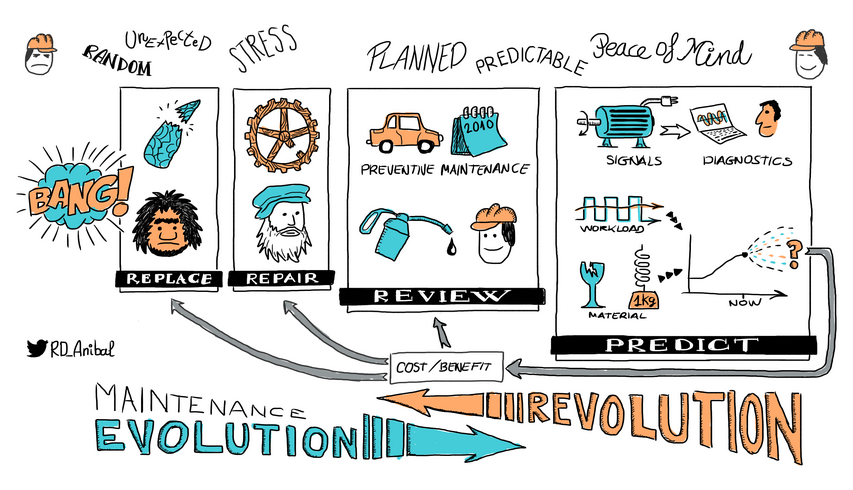
Since prehistory, our ancestors have built tools that suffered wear and sometimes broke without prior notice. The solution was simple: to carve a new tool. By creating more elaborate mechanisms (e.g. wooden wheel), the natural alternative to disposal became the reparation by the craftsman. Mechanical looms of the First Industrial Revolution were even more complicated of repairing so specific professions emerged as precursors of current maintenance workers. During this evolution, the wear and breakdown of mechanical parts without prior notice continued as part of everyday factories.
Why this gear has broken? yesterday worked perfectly. Human brain can handle concepts such as linearity of events (seasons, day and night,…) or events that happen more or less at regular intervals. However, these unforeseen drove operators crazy. How can we ensure that gear does not break again? The answer was biologically predictable: “… let’s stop the machine every 2 days (for example) and let’s review gear wear…”
This tradition has resulted in the everyday maintenanceroutine that is applied in industry and in consumer products such as our cars. Our authorized dealer obliges us to make periodic reviews (e.g. each 10,000 km) to check critical elements (brakes, timing belt, …) and change pieces more prone to wear (tires, filters …). This is called preventive maintenance, and is applied in factories and other facilities (e.g. wind turbines) to avoid unexpected breakdowns. However, these faults cannot be eliminated (precisely, they are unforeseen) the only possible reaction is to repair them. This is called corrective maintenance and everyone hates it.
How to stop to all this flood of unexpected breakdowns, repair costs and unnecessary revisions? One of the disciplines with more experience since CARTIF‘s creation is predictive maintenance that seeks to mitigate (it would be unrealistic to assume that we will remove the unexpected) unexpected breakdowns and reduce machines’ periodic reviews. Again, predictive maintenance can be explained as a obvious biological response to the problem of unexpected breakdowns. It is based on the periodic review using characteristic signals of machine’s environment that may anticipate a malfunction. The advantage of this maintenance is that it doesn’t require stopping the machine like with preventive maintenance. For example, an electric motor can have a normal power consumption when it’s correctly operating, but this consumption may increase if some motor’s component suffers from some excessive wear. Thus, a proper monitoring of the consumption can help detecting incipient faults.
Continuing with the electric motor example, what should be the minimum variation of consumption to decide that we must stop the motor and a repair it? Like many decisions in life, you need to apply a criterion of cost/benefit, comparing how much can we lose if we do not repair this motor versus how much money the repair will cost. How to reduce uncertainty in this decision? The answer is a reliable prediction of the fault’s evolution.
This prediction will be influenced by many factors, some of them unknown (like we said it’s something random). However, the two main factors to consider for the prediction are (1) the kind of evolution of the damage (e.g. evolution of damage in a fragile part will be very different from a more or less tough or elastic piece) and (2) workload that the machine will suffer (a fan working 24/7, compared to an elevator motor that starts and stops every time a neighbor presses the button on a floor). A reliable prediction allows the maintenance manager choosing from, together with the forecast of factory workload, the more beneficial option, which in many cases is usually planning maintenance work without affecting production schedule.
Another beneficial effect of predictive maintenance is that a proper analysis of the measured signals provides evidence of what element is failing. This is called fault diagnosis and helps to reduce uncertainty in the more appropriate maintenance action. An example is the vibration measurement that helps distinguishing a fault of an electric motor having an excess of vibration because of an incipient short-circuit or due to a damaged bearing. But that’s the subject of another post.
Agriculture and husbandry are economical activities with high social value in some places around Europe; they have an important share in the economy of many European regions and the European Union devotes a significant part of its annual budget to farming and the related rural world. In spite of this, farmers usually have lower incomes than other citizens in the same social and cultural conditions.
Since the coming of the Enlightenment Age farming has enjoyed technical improvements that increased farming outcomes. During current century, Internet became a widespread technology and the Internet of Things is getting common. Both farming and husbandry will benefit from the Internet of Things. Is about machine communication and it relies on cloud computing and sensor networks. It is mobile, virtual and required reliable and fast data connections. It allows machines and processes to sense the environment and provides the intelligence needed to allow them to optimise by themselves.
Precision farming may be the first application of Internet of Things in farming. The key is to install sensorsto gather data from all the farming processes and to make decisions based on data in an automated way. Soil, plants, livestock, machines, weather can be monitored and actions can be taken to reach exploitation targets in an optimal way, as we reported here.
Although IoT can improve farming activity, we must keep in sight the prices farmers are payed depend on the market. Currently in Europe there is a market deregulation and therefore farmer incomes depend on the market whims. In this scenery, to organise the offer could help farmers to preserve their interests. Could IoT help to organise offer?
Imagine a region where all the farms use the IoT in their everyday activities. They use it to efficiently develop their work and they measure all the important parameters that allow knowing their state and performance. Imagine now that all the farms are connected and share the information gathered by the sensors. Finally, assume the network has intelligence.
Besides the farms information, that artificial intelligence receives information about who and where are the ones that potentially would buy farms products, how much the pay, how is production in other competitor regions, what are the forecasts for market and weather. Putting together all that information, that artificial intelligence would manage the farms by suggesting farmers different operations in order to maximise the delivery price. For instance, the artificial intelligence using available information may conclude that the maximum price for a given product could be reached if certain amount of tons is offered to a defined buyer a precise day. Among all the farms in the network, the artificial intelligence would choose those where the product is in the optimal maturation moment and would inform the farmers about the circumstances so they could proceed with harvesting and transport.
A schema like the one proposed would transform farms into things connected to Internet and smart enough to optimise the farming revenues by themselves. And it would be another technical innovation in the row started centuries ago that would improve farmers live.
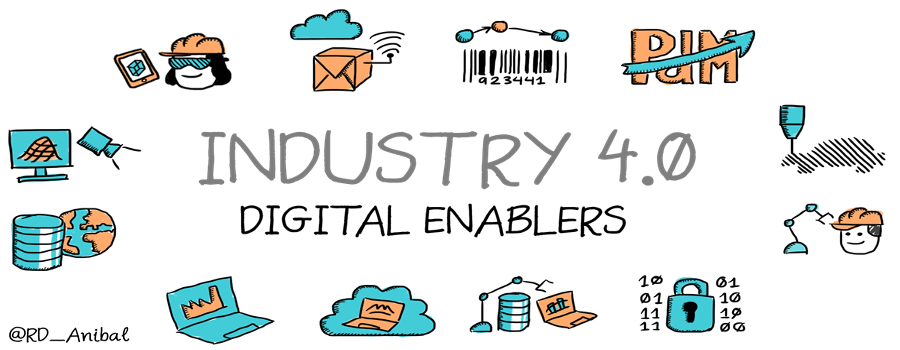
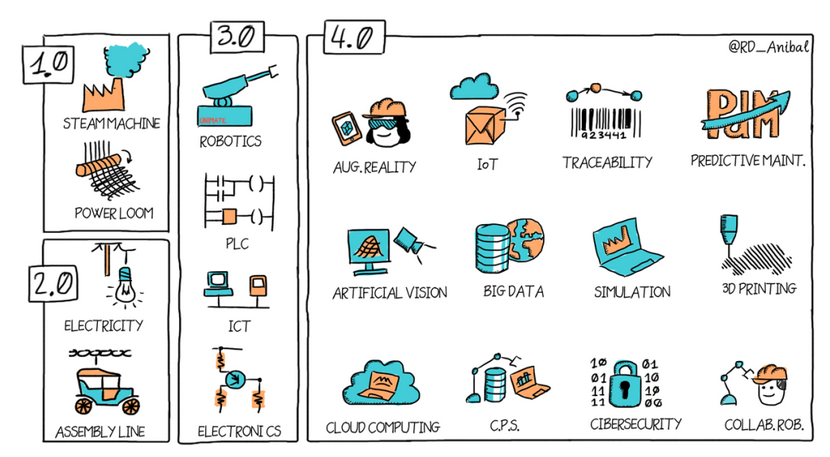
The first post about Industry 4.0 indicated the need for key technologies that would make possible the 4th industrial revolution. These key tehcnologies have been called “digital enablers“. Each industrial revolution has had its “enablers”. The first one was made possible by inventions like the steam engine or mechanical loom. The second came started with breakthroughs like electricity or the car assembly line. In the third, disruptive technologies such as robotics, microelectronics and computer networks made their debut.
This post is intended as a shopping list to review those technologies considered highly relevant and key for this fourth revolution. Each brief description is linked to an extended information covered inside our Blog. In next posts we will complete the descriptions to have an overview of the full range of technologies:
Virtual / Augmented Reality: provides information to the operator adapted to the context (e.g. during a maintenance operation) and merged with their field of view.
IoT: internet for virtually any object, in this case, the ones we can find in a factory: a workpiece, a motor, a tool…
Traceability: seeks the monitoring of manufacturing operations (automatic and manual), products as well as the conditions that were used to create them (temperature, production speed…)
Predictive maintenance: an optimized way to perform maintenance in order to avoid unexpected stops and unnecessary waste because of periodic maintenance operations.
Artificial vision: provides the production process visual context information for quality control or assistance in manufacturing (e.g. automatic positioning of a robot to take a piece).
Big Data: generates knowledge and value from manufacturing data as well as other context data (e.g. demand for similar or related products)
3D Printing recreates of a three-dimensional copy of: existing parts, spare parts or prototypes with the same or different scale for review or testing.
Cloud Computing leverages on internet computing resources to undertake storage and processing of large data sets (e.g. Big Data) without the need of investment in own IT infrastructure.
Cybersecurity as physical and logical security measures used to protect infrastructure (manufacturing in this context) from various threats (e.g. a hacker, sabotage, etc).
Cyber-Physical Systems as any complex system consisting of a combination of any of the above technologies seeking improved performance, in this case, of manufacturing.
The strength of these digital enablers is not in their individual features but in their ability to come together. We as engineers love to look for the latest technology trend and then found a problem or area for its application. But to succeed in this revolution, it is necessary to face real challenges within the factories, using innovative solutions, and why not, combining several of the digital enablers shown above. Moreover, this terminology creates a common framework that facilitates a dialogue between technologists and manufacturers for undertaking successful projects seeking to optimize the factory.
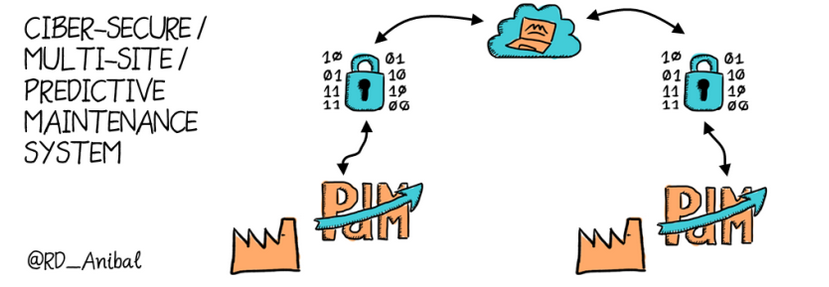
If we think, for example, to optimize maintenance operations in a factory, the “predictive maintenance” will be one of the first enablers that comes to our mind. Also, this technology solution will benefit from a connection to a “Cloud computing” system where sensors’ data coming from different factories will be analyzed generating better diagnosis and predictions of the production assets under monitoring. In this type of cloud solutions, however, the security of information transmitted must be ensured via appropriate “Cybersecurity” mechanisms. We will, therefore, generate an Industry 4.0 cybersecure, multi-site, predictive maintenance solution.
The list of presented technologies doesn’t intend to be final. Also, technological evolution is continuous and incredibly fast. Like we have mentioned, the combination of different digital enablers generates a wide range of industry 4.0 solutions. In next posts we will discuss more scenarios where digital enablers can answer to different challenges in manufacturing.
In the 20th Century 80’s decade there was reborn interest in neural networks, both in academia and industry. A neural network is an algorithm that mimics the neural connections present in the neocortex. The interest was motivated by the rediscovering of algorithms to train the networks. Through training, a neural network can learn to do something. And since neural networks are implemented in computers, we have computers that can learn. This is an intellectual ability that people share with monkeys among other animals with neocortex. For this reason, neural networks are the backbone of machine learning, which according to some is part of artificial intelligence.
Neural networks can learn to classify objects and also to reproduce the behaviour of complex systems. They learn by examples. When we want to teach a neural network to differentiate between apples and oranges we have to present it examples of both fruits with a label indicating if it is an orange or an apple. The point is the neural network will be able to correctly classify oranges and apples different to the ones used during training. This is because a neural network does not perform a mere memorisation, but they are able to generalise. This is the key for learning.
But the interest in neural networks that raised up during the eighties faded as the following decade started because more promising machine learning methods appeared. However, a group of indomitable Canadian researchers managed to persevere and transformed neural networks into deep learning.
Deep learning is an algorithm family similar to neural networks, with the same aim and better performance. The number of neurons and connections is higher, but the main difference is the abstraction capacity. When we train a neural network to differentiate between apples and oranges we cannot present the items as they are, we have to extract some features that describe the oranges and apples, as the colour, shape, size, etc. To do this is what in this context we call abstraction. In contrast to neural networks, deep learning is able to do abstraction by itself. This is the reason why deep learning is thought to be able to understand what they see and heard and it is, therefore, a bridge between machine learning and artificial intelligence.
As it happened with neural networks, deep learning has gained huge interest among companies. In 2013, Facebook failed to buy company DeepMind, but Google succeeded one year later when it paid 500 million dollars for it. In case some body missed this irruption of deep learning in the media, it became mainstream in early 2016 when Google DeepMind software AlphaGo beated Lee Sedol, the go champion. This was an unprecedented technical success because go is much harder than chess. When IBM’s Deep Blue won Garry Kasparov in 1996, it used a strategy based on figuring out all the possible short-term movements. However, this strategy is not possible in go because the possibilities are infinite in comparison to chess. For this reason, Google DeepMind’s AlphaGo is not programmed to play go, it is able to learn to play by itself. The machine learns by playing many times against a human player, improving in every game until it becomes unbeatable.
Deep learning is not a secret arcane, anybody who wants to learn it can do it. There are free available tools, like Theano, TensorFlow and H2O, that allows any person with programming knowledge and the concepts in mind to try it. The company OpenAI has freely released its first algorithm, which has been made around the reinforced learning paradigm. There also companies offering commercial products onto which applications can be build. These are the cases of the Spanish Artelnics and the Californian Numenta. Deep learning is being successfully used for face recognition and verbal command interpretation.
Deep learning, besides other machine learning paradigms, could be an important innovation opportunity. It could be one of the tools to unleash the value hidden in the big data repositories. Moreover, in the industrial practice it could be used to detect and classify faults or defects, to model complex systems to be used in control schemes, and in novelty detection.