It seems unbelievable, but 5 years have passed since CARTIF inaugurated the blog with the post on Industry 4.0 in which I analysed some of the keys to the so-called “fourth industrial revolution” and how it could affect the industry in our country. It has always seemed risky to me to try to define this revolution from within itself. I suppose that time and the historical perspective will make it clearer if it really has been a revolution or simply a technological mantra. Fasten your seat belts because if we have not yet assimilated this revolution now they “threaten” us with the next one, Industry 5.0, they call it. Original, isn’t it?
If the fourth promised to interconnect the productive means of the entire value chain to make a transition to the intelligent industry or Smart Industry (everything has to be Smart as when many years ago any self-respecting appliance needed to carry “fuzzy logic” on-board). The fifth industrial revolution tries to humanize the concept beyond just producing goods and services for economic profit. The challenge of this revolution is to include social and environmental considerations in its purpose. Keywords if this revolution, as defined by the European Commission, should include human-centric approach, sustainability and resilience.
By developing innovative technologies with a human-centric approach, Industry 5.0 can support and empower workers, rather than replace them. Likewise, other approaches complement this vision from the consumer’s point of view in such a way that they can have access to products that are as personalized as possible or adapted to their possibilities. Thus, concepts such as personalized food or tailor-made clothing could be virtually applied to any consumer product.
The sustainability in the development of the industry needs to reconcile the economic and environmental progress objectives. To achieve such common environmental objectives, it is necessary to incorporate new technologies and integrate existing ones by rethinking the manufacturing processes by introducing environmental impacts in their design and operation. Industry must be a leading example in the green transition.
Industry resilience means developing a greater degree of robustness in its production, preparing it against disruptions and ensuring that it can respond in times of crisis such as the COVID-19 pandemic. The current approach to globalized production has shown great fragility during the pandemic that devastates us. Supply chains must also be sufficiently resilient, with adaptable and flexible production capacity, especially in those aspects of products that satisfy basic human needs, such as healthcare or security.
Just as the fourth needed digital enablers, this new revolution needs technological aspects to make it happen. From a practical point of view, we can say that the enablers we reviewed a while ago are fully up-ot-date for Industry 5.0. We could include some additional ones such as quantum computing or block-chain, incipient ones 4 or 5 years ago. If the enablers are similar, why are we talking about a new revolution? It is a matter of priorities. If the fourth spoke abou hyper-connection of processes to the digital world through cyber-physical systems or the IoT, in the fifth, a cooperation between human and digital technology is sought, either in the form of collaborative industrial robots, social robots or artificial intelligence systems that complement or assist in any task related to production, from installing a door in a car to deciding how to organize the next work shift to meet the productivity goal of the manufacturing plant.
With the promise of 75 billion devices connected to the Internet around the world in 2025, the ‘Internet of Things’ (IoT) opens the door to a future of opportunities for companies to optimize their processes, whether in the form of manufacturing their products, supervising their quality or monitoring the critical machines in the factories: ovens, manufacturing lines or refrigerated warehouses.
In our daily experience as consumers, we can find a multitude of technological offers in IoT devices that we integrate into our lives in a fast and, sometimes, impulsive manner, either because of fashions or real benefits. However, the incorporation of these technologies in companies is not done in such an impulsive way, since it involves a careful study of feasibility and profitability, often complex to demonstrate, as usually happens with new technologies.
In addition, IoT possesses a significant flexibility to integrate itself into the IT infrastructures of the factories. The ‘i’ of IoT means “internet”, which seems to be automatically associated with a direct connection to the Internet of “things” in the factories, and this generates panic because of possible cybersecurity threats for almost any company. To fight against these barriers, information and training are key aspects.
Within this framework, the IOTEC Spain-Portugal cross-border cooperation project is being developed. This initiative aims to create a collaborative network of different actors (researchers, public bodies, ICT solutions providers and industrial companies) of both countries to facilitate the IoT integration in companies. Participants in IOTEC have analyzed different industrial and ICT companies to look for gaps and strengths and to be able to relate supply and demand of IoT. From CARTIF, we coordinate the activities around the industrial companies in order to know their IoT needs through a detailed analysis of their organizational and productive processes that include management, product design, manufacturing process and logistics.
This analysis included a series of technological audits to different agroindustrial companies, analyzing the potential of application of IoT in different parts of its productive process. 40 different organizational parameters were evaluated according to the methodology defined within the IOTEC project. For example, in the section on manufacturing processes, four aspects of great relevance were analyzed meticulously:
The type of process or productive transformation, which is fundamentally defined by aspects such as the raw materials used or the manufacturing steps.
The traceability requirements of raw materials, intermediate products and final products. This traceability has special relevance in agrifood companies.
The control of the production process that is triggered by different mechanisms according to the company: production orders, on demand, availability of raw materials (e.g. vintage).
The need to capture data in the plant as the first phase of complete digitalization of a productive process.
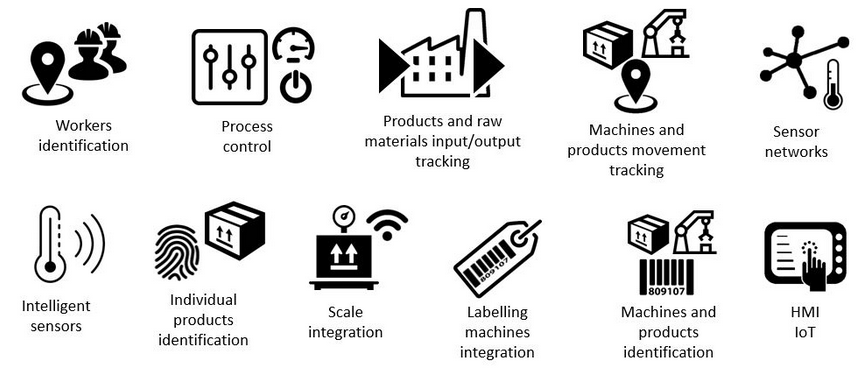
Once all the parameters were analyzed, it was carried out an exhaustive classification of different IoT technologies that could be applied in the industry and have a direct impact on the improvement of efficiency. Next, you can see these technologies:
All identified technologies were prioritized by those attending the “Forum of business opportunities through IoT and Blockchain” that took place on November 14, 2018 in Valladolid. The attendees to the event had the opportunity to reflect and vote on this set of technologies to assess their need and the importance of its dissemination by the IOTEC project. Once these priorities are established, it is now necessary to make them known so that IoT solution providers can adapt their offers to real needs.
Likewise, work is being carried out on dissemination and training activities to bring IoT technologies closer and concrete examples of their application to the set of industrial companies in the regions of Castilla y León and the Centre of Portugal participating in the IOTEC network. Any company supplying or demanding IoT technologies can participate in the project forum and benefit directly through collaboration and training opportunities in this exciting set of technological solutions such as the IoT.
The Augmented Reality (AR) after some fairly lukewarm beginnings is being seen as a technology with a promising future. Much of this change of image comes from the Pokémon Go phenomenon that about two years ago showed the augmented reality to the general public in a natural way through the characters of the famous video game. This bombshell has served for many programmers that have realized the many possibilities offered by this technology lunging to develop simple applications like in this game, that allow you to use the picture taken with the camera phone and / or GPS position to incorporate 2D and 3D scenes and models to the physical world through mobile screen.
This has meant that we can now find numerous animations using augmented reality in commercial catalogs, advertising panels, tourist applications or educational games for children, among other applications.
Large companies such as Google, Apple, Microsoft or Facebook do not want to miss the boat and are taking positions to make the most of the great possibilities provided by the use of augmented reality. At the end of 2017 all of them have been showing platforms and software tools for incorporate augmented reality to their devices.
Google: ARCore is the Google platform that allows you to create augmented reality experiences. In the Google I / O held in May, new applications have been presented, especially for collaborative environments. ARCore is currently available for devices with the latest versions of Android.
Apple: ARKit, included in devices with the iOS11 operating system, allows developers to easily create augmented reality adventures that integrate virtual objects in the real world by combining data from cameras and motion sensor information.
Microsoft: Windows Mixed Reality development kit is a mixed reality platform that allows you to create virtual and mixed reality presenting virtual holograms together with real elements. It is fundamentally developed for the Microsoft Hololens smart glasses.
Facebook has launched AR Studio to create augmented reality effects on the captured images and that people can place 3D objects in their environment and interact with them in real time. The last thing presented is the AR Target Tracking that lets you start the experiences of AR pointing to an image, creating persistent experiences.
Beyond games and entertainment, a very interesting future for AR from the point of view of CARTIF as a research center is the development of applications for professionals in their work environment. Access to information anywhere and on-the-go assistance can make a big difference in speed and efficiency when performing certain tasks. All these tools are intended to reach users through the devices they already have: Smartphones, Tablets or PC. The incorporation of this technology to the work environment (industry, health, logistics…) often comes up against the requirement that workers have their hands free to carry out their work, which they cannot do with the aforementioned devices. In this sense, the Smart Glasses are presented as the most suitable device for this type of environment although after the disappointment of Google glasses launched in 2013, the supply of physical devices of this type on which to develop the applications is scarce.
Despite this, according to a study by Forrester Research, it is estimated that 14.4 million American workers will wear smart glasses to develop their work in the year 2025. CARTIF bet that the incorporation of these devices to industrial processes occurs gradually and workers become accustomed to use these devices as a working tool. Through the use of smart glasses, employees can access detailed instructions and content about the task in question without interrupting their work.
In the industrial environment there are many processes that can provide information in the form of augmented reality quickly and non-invasively. CARTIF, within the HABITAT-RA project, is working to bring this technology to SMEs, using augmented reality for three different aspects:
Monitoring: visualization of information about the state of a machine or process.
Industrial Maintenance: Obtain information and alerts about the periodic tasks of preventive maintenance in machines.
Occupational Risks Prevention: Obtain information and alerts about risk areas and safety perimeters in industrial environments.
In MARCA project, integrated in the water treatment and distribution sector, CARTIF has worked on the development of tools that allow the access of a maintenance operator to advanced support resources based on AR, and advanced intermodal communication using smart glasses.
Finally, in the PUMAN project, an Augmented Reality interface is developed for manual assembly positions in the industry through the guidance and presentation of information on assembly steps in an immersive way. It also informs about the safety risks of the operator.
Although it is still in an incipient phase, the incorporation of augmented reality in the performance of many tasks in the industrial environment can make a big difference in speed and efficiency. There are many factors to improve: the technology is still not mature enough, the high cost of producing augmented reality content or technical limitations of the devices to provide fully immersive experiences. In any case, this technology is in continuous growth. The large companies are betting on it little by little and users are becoming used to having content in the form of AR. The future is to have a device that combines a high optical capacity with communication technologies and the characteristics of a wearable, and whose price allows a massive distribution.
Industry is one of the sectors with a highest energy demand, being the fossil fuels the main energy source used in the most of the industrial processes. The utilization of this type of fuels in the manufacture process of the industries generates a waste heat that is not usually used, hence these processes are considered as inefficient. Nevertheless, this waste heat can be recovered (and in many cases reincorporated into the same process) by using new strategies and equipment. Therefore, the optimization of the industrial processes and the implementation of renewable energies in them can contribute to reduce the harmful impacts of the energy systems to the environment, while reducing energy consumption.
In addition, it has to mention that the energy recovery contributes to the reduction of production costs of the industries and consequently these gain in competitiveness. However, energy recovering is not easy since it requires of high performance technology and best practices of operation. Furthermore, many factories have complex and autonomous processes that are unlinked to each other or integrated into their environment. On the other hand, each product and manufacture process are specific to each industry so that it is difficult to find a global solution that encompasses energy reduction, renewables integration and energy recovery through a more efficient use of resources, cleaner manufacturing technologies or the recovery of resources.
Traditionally, factors that were taken into account in manufacturing processes were economic, management, production, etc. However, this situation has changed in recent years. Energy efficiency and sustainable management are fundamental aspects that many companies have incorporated in their processes. Aware of that reality, CARTIF is accompanying the companies to incorporate in them the “Factories of Future” concept. An example of work done is the REEMAIN project.
CARTIF moves toward zero carbon manufacturing and Energy Efficiency2.0 through the intelligent employment of renewable energy technologies and resource saving strategies that consider energy purchase, generation, conversion, distribution, utilization, control, storage, re-use in a holistic and integrated way.
From the REEMAIN project experience, we have prepared a brief brochure, in which we have highlighted 13 efficiency measures implemented and tested in three factories, one from agrofood sector, another from textile and one more from iron foundry. These measures were classified into renewable energy integration, energy recovery, recycling and ecological materials use and production, process and product optimization.
Each measure is presented in a short and visual way and is composed of title, summary, savings achieved and key factors for a success implementation. Last input is a recommendation from our side to encourage the industries to replicate the measures already applied in the manufacture process of the democases in order to achieve similar results that in REEMAIN project.
Finally, under the section “Extrapolation to other factories” the replication potential of the measures has been quantified taking into account the next four main factors:
Process of implementation: This item is associated to the investment required for the implementation of the efficient measures, corresponding a high score with a low investment requirement.
Process criticality: This item has in consideration the increase in the complexity of the manufacture process as well as a reduction of the reliability due to the installation of new equipment in the industries. An efficiency measure with high score indicates few or null operation changes, e.g., being easily by-passing in case of breakdown or during the maintenance works.
Expected savings: This item is related to the savings quantification based on different factors
Investment return: This item considers the cost savings and feasibility of the installation in economic terms.
Brochure ends with a visual summary of the total savings achieved in the three factories that were part of the project.
Brochure is online and available for download free here.
Big Data as one of the so called “digital enablers” of Industry 4.0 sits at the core of promising technologies to contribute to the revolution at factories where vast amounts of data (whether they are big or small) hides enormous amount of knowledge and potential improvements for the manufacturing processes.
The Strategic Research and Innovation Agenda (SRIA) of Big Data Value Association (BDVA) defines the overall goals, main technical and non-technical priorities, and a research and innovation roadmap for the European Public Private Partnership (PPP) on big data. Within the current expectations of the future Data Market in Europe (around 60 B€), Manufacturing was at the first place in 2016 (12.8 B€) and in the 2020 projections (17.3 B€), revealing a leading role played by this sector in the overall Data Economy.
With the aim to find an agreed synthesis, the BDVA adopted the “Smart Manufacturing Industry” concept definition (SMI), including the whole value chain gravitating around goods production, secondly identified three main Grand Scenarios aiming at representing all the different features of a SMI in Europe: Smart Factory, Smart Supply Chain and Smart Product Lifecycle.
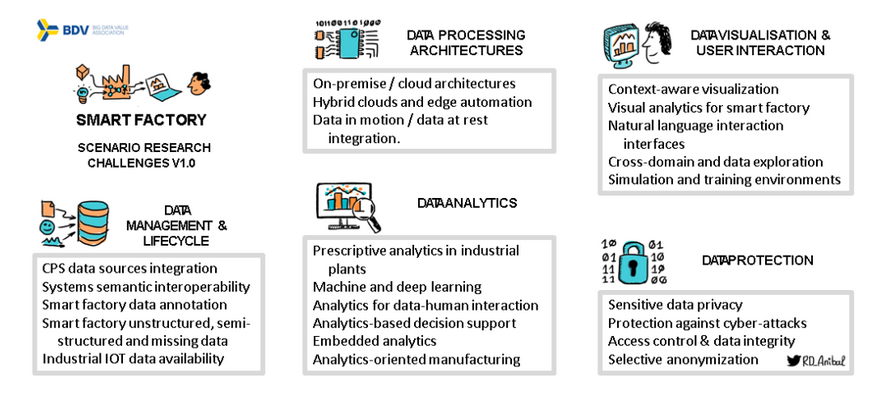
To contextualize these research challenges, the BDVA association has defined five technical areas for research and innovation within the BDVA community:
Data Managementand lifecycle motivated by the data explosion, where traditional means for data storage and data management are no longer able to cope with the size and speed of data delivered.
Data Processing Architectures originated by fast development and adoption of Internet of Things (IoT) and the need to process immense amounts of sensor data streams.
Data Analytics that aims to progress technologies and develop capabilities to turn Big Data into value, but also to make those approaches accessible to wider public.
Data Protection addressing the need to ensure the correct use of the information whilst guarantying user privacy. It includes advanced data protection, privacy and anonymization technologies.
Data Visualisation and User Interaction addressing the need for advanced means of visualization and user interaction capable to handle continuously increasing complexity and size of data and support the user exploring and understanding Big Data effectively.
During a series of workshops activities, started from the 2016 EBDVF Valencia Summit till the 2017 EBDVF Versailles Summit, BDVA experts distilled a set of research challenges for the three grand scenarios of smart manufacturing. These research challenges where mapped in the five technical priority areas of the big data reference model previously introduced.
To exemplify the outcomes of this mapping, the following figure gathers the headings of the set of challenges identified and discussed by the BDVA members into the Smart Factory Scenario. The interested readers are encouraged to analyze the full set of challenges in the SMI white paper.
Challenges set initially in this first version of SMI position paper set the tone for the upcoming research needs in different Big Data areas related with manufacturing. In the Smart Factory scenario the focus is on integration of multiples sources of data coming not only from the shop floor but also from the offices, traditionally separated in Industry 3.0. Interoperability of existing information systems and the challenge of integrating disruptive IoT technologies are major trials in the area of data management. Closer to the needs of a Smart Factory, the analytics challenges are focused on prescriptive analytics as tools for an optimal decision making process at the manufacturing operations management site including the optimization trough the evolved concept of digital twin.
There are many research and innovation projects whose objective is the design and development of an electronic device, whose purpose is to satisfy main requirements of the market. In general, we look for devices with the necessary capacity to acquire information about the physical world that surrounds us and, in many cases, interact with it.
To carry out the validation of the idea, it is necessary to carry out a previous prototype that allows a first approximation of the final solution. Generally, the most complex and interesting part is the electronic design of the device. In this part, the design and development of the electronic board is carried out, defining consumption and communication requirements, selecting microcontrollers, PCB board, components, connectors, etc.
This task means to have expensive electronic design software licenses, to integrate expert electronic staff into the work team and to allocate a significant part of the project hours to its execution.
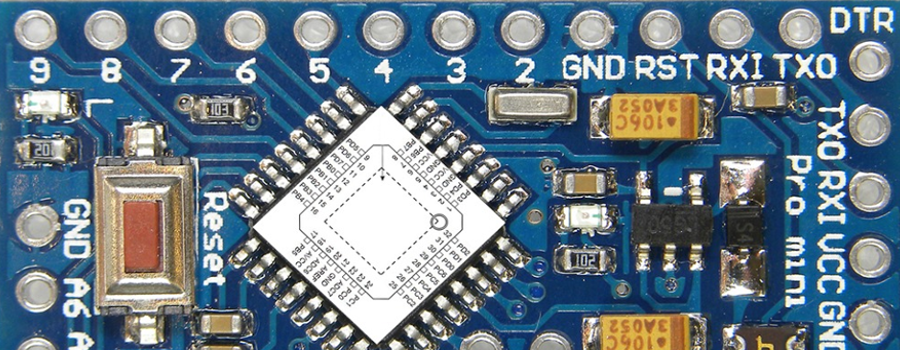
Times change, more and more hardware development platforms are involved in making these changes possible. These platforms offer the user a board that integrates the microcontroller with the circuits and basic components of communication, power, etc. Among them stand out: Parallax, STMicroelectonics, LaunchPad, Microchip ChipKIT, mbed (version of ARM to give solutions to “internet of things”).
But, if I had to choose one of these platforms at this time, I would do it for Arduino. I think he has cleverlycombined the hardware and software, generating a flexible prototyping platform, open source and easy to use, whose features are:
A hardware based on powerful boards that integrate simple microcontrollers. Its main characteristics are low cost, small size and low consumption. It is published under a Creative Commons license, a wide variety of auxiliary equipment developed by other manufacturers that support this platform is available on the market.
Open source software, based on a simple and clear development environment. That allows expert programmers to generate complex solutions. In part, this must availability of a multitude of standardized libraries contributed by a large community on the internet.
These characteristics facilitate and guarantee the integration of the new trends and evolutions that are continuously generated in the field of electronics, thus improving their features and capabilities.
Although a priori it may be thought that this platform is designed to start experimenting with electronics, its features make it a flexible and powerful tool for expert users, facilitating the development of advanced prototypes.
Therefore, these tools allow to reduce costs and design times of any technological proposal, facilitating the creation of prototypes and reducing the errors generated in its development phase. This allows the researcher to forget about the implementation at a low level and focus on the design features.
This technology has great potential for integration in several of the technological research and innovation lines with which the European Union is currently working, such as, the Internet of Things and in Factories of the future, of H2020.
In CARTIF we are aware of its importance and we have started to use these platforms as support in the development of our research work. A sample of this is the European project “SANDS”, where the Internet of Things, Social Networks and Intelligent Systems converge, and the Spanish project “REPARA 2.0”, in which new autonomous and wireless sensors are searched to be embedded in the asphalt layer of our roads.











{kind=link}