Forests are one of the most valuable pillars of our natural environment. Not only do they provide renewable raw materials such as wood and resin, but they also perform essential functions for life: they regulate the climate, act as carbon sinks, conserve biodiversity, protect the soil from erosion, and provide spaces for well-being and rural development.
However, these ecosystems face major challenges. Climate change, biodiversity loss, forest fires, and rural depopulation threaten their balance. Added to this are structural difficulties within the forestry sector itself, such as international competition, a shortage of skilled labor, and the need to improve operational efficiency. In this context, active forest management is more important than ever. A well-managed forest is a resilient forest, capable of withstanding pests, diseases, and, above all, fires. The devastating fires of recent years have highlighted the urgent need to modernize the sector, moving towards a digital and ecological transition that will transform traditional forestry into an innovative and sustainable bioeconomy.
In regions such as Castile and León, where forest areas represent a significant portion of the territory, sustainable management of natural resources has become a strategic priority. This requires not only technical knowledge, but also advanced digital tools that facilitate decision-making and process optimization. Forests are not just natural landscapes: they are complex ecosystems that provide incalculable benefits, from maintaining biodiversity to providing economic sustenance for rural areas. Furthermore, their role as natural carbon sinks makes them indispensable allies in the fight against climate change.
Modern forest management involves much more than conservation: it means planning, monitoring, and adapting land use, drawing on knowledge, technology, and collaboration between administrations, companies, research centers, and society. The ecological and digital transition in this area is an opportunity to improve efficiency, prevent environmental disasters, and consolidate a forest bioeconomy that generates employment and development in rural areas.
Innovation and digitization at the service of forests
The drive towards digitization and the use of advanced technologies—such as GIS systems, BIM models, and data spaces—are transforming the way we understand and manage forest ecosystems. These tools provide accurate, real-time information on the state of forests, optimize harvesting, and strengthen prevention against fires and other environmental risks.
One of the most notable innovations is the development of continuous forest inventory systems, which provide real-time information on the existence, growth, and carbon stock of forest areas. Thanks to remote sensing, artificial intelligence, and satellite image processing, it is possible to monitor millions of hectares, detect changes in land use, and plan actions more efficiently.
Digitization is also changing the way forest fires are tackled. Automatic detection systems using artificial intelligence, combined with meteorological and satellite data, enable dynamic risk maps to be generated and improve the coordination of firefighting teams. All of this reduces response times and increases the effectiveness of emergency management. The forest bioeconomy, understood as the comprehensive and sustainable use of forest resources, finds a decisive ally in technology. From mobile applications for real-time management to digital certification or traceability platforms, digitization is redefining the sector’s value chain. Artificial intelligence-based solutions enable the automation of processes, improved occupational safety, and optimized forest logistics, thus promoting a more competitive and sustainable model.
The European framework: investing in resilience and digitalization
The European Union has made a firm commitment to transforming the primary sector through the Recovery, Transformation, and Resilience Plan, financed by Next Generation EU funds. This is the framework for Order MAV/626/2025, issued by the Regional Government of Castile and León, which regulates subsidies for the implementation of the RetechFOR project, Technological and Territorial Network for forest monitoring and environmental disaster reduction as levers for the development of the forest bioeconomy, one of the initiatives of the RETECH program, Territorial Networks of Technological Specialization, a tool launched by the Secretariat of State for Digitalization and Artificial Intelligence. The project is worth €28.45 million, 75% of which is co-financed by the European Union and 25% by the autonomous communities of Castile and León and the Canary Islands.
This initiative seeks to modernize the management of forest resources through the intensive use of enabling technologies and the creation of an interoperable data infrastructure connecting administrations, companies, and research centers.
The RetechFOR project focuses on developing advanced solutions in three key areas. First, monitoring and prevention through the use of satellite data, sensors, and artificial intelligence algorithms for early warning and dynamic generation of fire risk maps. Secondly, data management through the creation of an interoperable forest data space, a crucial infrastructure for the flow of information between the administration, managers, and industry. Finally, precision forestry through the implementation of a continuous forest inventory that, through the use of digital twins, allows for the optimization of forest use and planning, ensuring an efficient and sustainable forest bioeconomy.
RetechFOR partners
CARTIF: innovation for digital forest management
As part of this initiative and with the aim of ensuring the best technological implementation, CARTIF is actively collaborating in the execution of the AG-RetechFOR project. This technology center is leading the development of forest data spaces that guarantee the interoperability, sovereignty, and traceability of information, which are fundamental elements for the success of the sector’s digital transformation.
CARTIF’s participation in the RetechFOR project focuses on three key areas that are essential for the modernization of the forestry sector. First, the design and implementation of interoperable connectors that facilitate the secure integration of heterogeneous data from multiple sources, allowing dispersed information to be consolidated and analyzed efficiently while maintaining the sovereignty and governance of the information sources.
Secondly, the development of digital platforms for natural heritage management, incorporating multi-layer geographic information system technologies that enable the visualization and integrated analysis of geospatial information. These tools are essential for understanding territorial complexity and making informed decisions about natural resource management.
Finally, the application of information modeling methodologies for construction in the digital management of critical forest infrastructure represents a significant innovation. This approach allows for the creation of accurate digital representations of forest facilities, facilitating their maintenance, optimization, and long-term planning.
CARTIF’s technical capacity, combined with its compliance with European standards on data spaces, positions the technology center as a strategic player in the sustainable digital transformation of the region. Its contribution is key to building a more resilient, efficient, and competitive forest ecosystem in Castile and León, demonstrating that technological innovation and environmental sustainability can and must go hand in hand.
If one were to see (and smell) the gases produced by combustion and anaerobic digestion, one would not find many similarities apart from the state of the matter in which they are found. In fact, both have a common component that is odorless, colorless, and tasteless: carbon dioxide, composed of one carbon atom and two oxygen atoms (CO2). It is a natural component of the atmosphere, with an average concentration of around 420 mg/L, and plays an essential role in biological processes such as photosynthesis and respiration.
Carbon dioxide (CO2) and oxigen (O2) molecule
From a physical-chemical point of view, CO₂ has versatile properties. At ambient temperature and pressure, it is in a gaseous state, but it can be liquefied at pressures above 15 bar at -20 °C. Carbon dioxide (CO₂) has a peculiar characteristic: at normal atmospheric pressures, it can change directly from a gaseous state to a solid state without passing through a liquid state. This process is known as reverse sublimation. Thanks to this property, CO₂ is used in the form of “dry ice,” which has a temperature of -78.5 °C, and is widely used in the refrigeration and transport of temperature-sensitive products.
These phase transitions of CO₂ are exploited in various industries, such as food and pharmaceuticals, due to their efficiency and safety in product preservation.
In industrial terms, CO₂ is widely used in processes such as beverage carbonation, atmosphere inerting, welding, fire extinguishing, and as a fluid in emerging technologies such as carbon capture and storage (CCS). It is also a key gas in the production of biofuels and power generation, where it is used in a supercritical state (above 31°C and 74 bar) thanks to its unique solubility and density properties.
Diferencia entre sólido, líquido y fluido.
However, CO2 is also a greenhouse gas with a high climate impact, which is why its proper management is essential. Innovations in its capture, reuse, and recovery are opening up new opportunities to reduce emissions, convert it into useful products, and move towards a more sustainable and circular economy.
That is why at CARTIF we believe that capturing CO2 at source is of the utmost importance. In this case, we have focused both on CO2 from biogas formation and CO2 from biomass combustion.
In biogas formation, CO2 is produced through anaerobic processes, where microorganisms break down organic matter in the absence of oxygen. In this anaerobic digestion, bacteria transform polysaccharides and fats into a mixture of methane (CH4) and carbon dioxide. Typical biogas contains between 30-45% CO2, which is not only an inevitable by-product, but also influences the calorific value of biogas because it is an energetically inert gas, i.e., it does not participate in combustion and therefore does not contribute energy. The higher the proportion of CO₂ in the mixture, the lower the concentration of CH₄, which is the combustible component responsible for the energy content. A typical biogas with 60-70% methane has a calorific value of 20-25 MJ/m³, whereas if the CO₂ content increases and methane decreases, this value can be significantly reduced, affecting efficiency in boilers, engines, and turbines.
“A typical biogas with 60-70% methane has a calorific value of 20-25 MJ/m3”
In biomass combustion, CO2 is generated from the oxidation of carbon contained in organic materials such as agricultural and forestry waste or pellets. During the reaction, the carbon (C) present in the biomass combines with oxygen (O2) in the air, releasing energy in the form of heat and producing carbon dioxide (CO2) and water vapor (H2O). This process is rapid and occurs at high temperatures, forming the basis of technologies such as boilers and cogeneration plants. In biomass combustion, the typical concentration of CO2 in the combustion gases is usually between 3% and 15% by volume, depending on the type of biomass, the amount of oxygen available, and the efficiency of the process. This value is relatively low because, in addition to CO2, the gases contain a large amount of nitrogen (N2) from the combustion air, as well as water vapor, residual oxygen, and small traces of carbon monoxide (CO) and other compounds.
Welcome to the solution, we have membranes and contactors
The solution proposed by CARTIF consists of using a membrane contactor system, which can separate CO2 from a stream of multiple gases, obtaining a high-purity CO2 output.
A membrane contactor is an advanced technology used to separate and purify gases, in this case, for the capture and concentration of CO2 from gas streams. Its operation is based on the principle of mass transfer through a hydrophobic membrane, which acts as a physical barrier between the gas stream and an absorbent liquid that reacts selectively with CO2.
The system consists of a module with thousands of hollow fibers made of polymeric material. The gas containing CO₂ mixed with other components circulates on one side of the membrane (usually the inside of the fibers), while the absorbent liquid flows in countercurrent on the opposite side. Thanks to the hydrophobic nature of the membrane, it prevents the passage of liquid but allows CO₂ to diffuse through its pores, driven by a partial pressure gradient. Once the CO₂ passes through the membrane, it is captured by the liquid absorbent, which in our case can vary between distilled water or a NaOH solution. This process offers high selectivity, as other gases such as methane do not pass through the pores of the membrane and remain in the gas stream, thus obtaining a purified gas with a lower concentration of CO2.
Esquema de contactores de membrana. Fuente: https://www.researchgate.net/figure/Schematic-representation-of-the-HFMC-for-CO2-absorption_fig1_379710499
Subsequently, the CO2-saturated liquid is sent to a regeneration stage, where, through a drop in pressure, the pure CO2 is released, while the absorbent liquid is recycled to return to the first contactor. The recovered CO2 can be stored, compressed, or reused in industrial processes such as carbonation, inerting, or synthetic fuel production.
And the CO2 obtained?
The membrane contactor system for extracting CO2 from gas streams has been tested at the Center with good separation yields, so it has now been decided to add a CO2 compression system to our pilot plant to store it in bottles in gaseous form, so that it can be used in different industrial applications (carbonation of beverages, microalgae growth, synthesis of other molecules, etc.).
A CO2 compressor works by increasing the pressure of the gas through the progressive reduction of its volume via one or more compression stages. At each stage, a piston reduces the space occupied by the CO2, raising its pressure and temperature. To prevent overheating, the gas is usually cooled between stages using heat exchangers. This process allows the CO2 to be brought from conditions close to atmospheric pressure to storage pressures in order to prevent it from liquefying.
Therefore, the system is designed to maintain temperature and pressure within safe ranges, ensuring that the CO2 remains in the gaseous phase throughout the process. This allows for more stable, safe, and economical operation, especially in pilot projects or CO2 reuse projects, where simplicity and reliability are key.
Conclusions: from climate waste to strategic waste
Carbon dioxide (CO₂) is one of the main greenhouse gases, whose atmospheric concentration has increased significantly due to human activities such as the burning of fossil fuels and certain industrial processes. Reducing these emissions is key to mitigating climate change and moving towards a more sustainable production model. However, CO₂ should not be seen solely as a waste product, but as a valuable resource that can be captured, purified, and reused in different sectors within a circular economy.
In this context, membrane contactor technology is an innovative and efficient solution for CO₂ purification. These systems allow carbon dioxide to be separated from gas mixtures such as biogas or combustion gases through a physical-chemical process based on hydrophobic membranes and a selective absorbent liquid. Their modular design offers a large contact surface in a small space, improving efficiency and reducing energy consumption compared to traditional methods. Thanks to this technique, it is possible to obtain high-purity CO₂ while other gases, such as methane, remain free of contaminants and ready for use.
Once purified, CO2 must be stored safely. To do this, compression and storage systems in gas cylinders are used, designed to keep the CO2 in a gaseous state, preventing it from liquefying. This involves compressing it to controlled pressures, generally between 15 and 20 bar, using multi-stage compressors that ensure the stability and safety of the process. The compressed gas is stored in cylinder racks that allow for its transport and subsequent use. This step is essential not only to ensure the integrity of the equipment, but also to comply with industrial safety regulations.
Captured and stored CO2 can have multiple industrial applications, from beverage carbonation and food preservation to use in welding processes, fire extinguishing, or as a raw material in the production of synthetic fuels and chemical products. In this way, what was once considered waste becomes a value-added input. This approach is a clear example of the circular economy, where production cycles are closed, emissions are reduced, and resource efficiency is promoted.
In short, the integration of capture technologies such as membrane contactors, together with compression and storage systems, not only reduces the environmental impact of CO₂, but also transforms it into an economic and technological opportunity, driving the transition towards cleaner, more resilient, and sustainable industries.
Co-author
Jesús María Marroquín. Biogas/biomethane/biohydrogen researcher
We all know that Artificial Intelligence (AI) is being successfully applied in sectors such as medicine, industry, and mobility, where there are millions of data points, images, and models with which to train increasingly accurate algorithms. However, when it comes to Cultural Heritage, the situation is quite different.
Heritage assets (monuments, artworks, archaeological sites, or historical archives, among others) are fragile and, in many cases, irreplaceable. There are no large datasets from which to derive the thousands or millions of examples needed to “feed” an AI system. Each heritage asset has its own architectural, material, conservation, and historical particularities that make it unique. This scarcity of data turns the application of AI techniques, as used in other fields, not only into a challenge but into a real difficulty.
Moreover, even when enough data exists to build a useful knowledge base, there is often reluctance to share it, let alone make it public. In many cases, information about the real state of conservation of an asset, whether movable or immovable, is considered sensitive or confidential. Revealing deterioration, vulnerabilities, or pathologies could have unintended consequences, ranging from legal or security issues to economic or reputational impacts.
Even so, AI can help extract maximum value from the available information by combining data from multiple sources: technical reports, scientific analyses, surveys, 3D models, historical images, or even expert insights.
What is very clear is that, unlike other fields that will be dominated by AI, in Cultural Heritage it will never replace the human expert. Decision-making regarding the conservation or restoration of an asset requires deep contextual knowledge, sensitivity (we’ll talk another day about what this means), ethical judgment, and creativity, qualities that no machine can replicate.
However, what AI can -and inevitably will- do is support specialists: analyzing volumes of information that used to take weeks of work, detecting patterns, or proposing hypotheses about the behavior of materials, artworks, or entire buildings under different scenarios. In short, it can offer professionals an integrated and rapid view that enables them to make more informed decisions.
Looking to the future -which, in the case of Cultural Heritage, always means the long term- as more digital data is generated about heritage assets (3D scans, photogrammetric records, images in various spectral bands and resolutions, chemical analyses, or sensor data for preventive conservation), opportunities will grow. And they will do so exponentially. But always following a fundamental principle: AI is a tool to assist conservation, not a substitute for the human judgment that ensures our cultural legacy remains alive, understandable, and authentic.
CARTIF is already working in this direction alongside organizations that play a key role in the research, protection, conservation, restoration, and dissemination of Cultural Heritage. Projects such as iPhotoCult at the European level -where the applicability of AI to assess the structural integrity of historic timber roof frames inspected by a robotic dog in the Church of Nuestra Señora de la Asunción (Roa, Burgos) as a reference- will be evaluated. Likewise, the recently approved MINERVA project in Spain, which will digitize the processes of technical inspection of historic buildings defined in the previous ITEHIS project (recently presented to the Spanish Standardization Technical Committee for Conservation, Restoration, and Rehabilitation of Buildings), will contribute business and expert knowledge to guide how AI can best be oriented in this field.
There’s a long road ahead, but step by step. Shall we walk it together?”
Imagine if waste stopped being a problem for companies and became a source of income. This is not a futuristic idea but an increasingly tangible trend.
In a world where natural resources are finite and waste is growing exponentially, the transition towards a circular bioeconomy stands out as an essential pillar for a sustainable future—especially considering that every year, millions of tonnes of agri-industrial by-products, food waste, and organic streams remain underused, despite their high content of carbon, nutrients, and valuable compounds.
10% of food available for consumption in the EU is wasted in the supply and consumption sectors
So much so that it is estimated that around 10% of food available for consumption in the EU is wasted in the supply and consumption sectors (households, food service, and retail), according to Eurostat, the Statistical Office of the European Union. But what if this waste, far from being a problem, could be turned into an opportunity—and become the raw material of the future?
Each year, around 59 million tonnes of food waste are generated in the EU, equivalent to 132 kg per person, with an estimated economic value of €132 billion (Eurostat, 2022). Behind these figures lies an opportunity for innovation: transforming this waste into bioplastics, organic acids, proteins, or biofuels capable of replacing fossil-based derivatives and reducing the industry’s carbon footprint—potentially meeting up to 20% of its demand for basic chemicals with renewable carbon.
20% of the industry’s demand for basic chemicals could be met with renewable carbon
The concept of a circular bioprocess goes beyond recycling. It involves redesigning production flows so that each carbon molecule has more than one life. As highlighted in the European Bioeconomy Strategy (2024–2025), the challenge lies in turning agricultural and urban waste into feedstocks for new bioproducts, thereby reducing impacts on soil, water, and biodiversity.
This momentum is being reinforced by new regulations: the Packaging and Packaging Waste Regulation (PPWR), which will take general effect in August 2026 and requires all packaging to be recyclable or reusable (Design4Recycling). This regulation is creating a ripple effect throughout the value chain, where the demand for bio-based and recyclable materials is growing at an unprecedented pace.
From waste to resource, or how to turn waste into valuable molecules: the technology that makes it possible
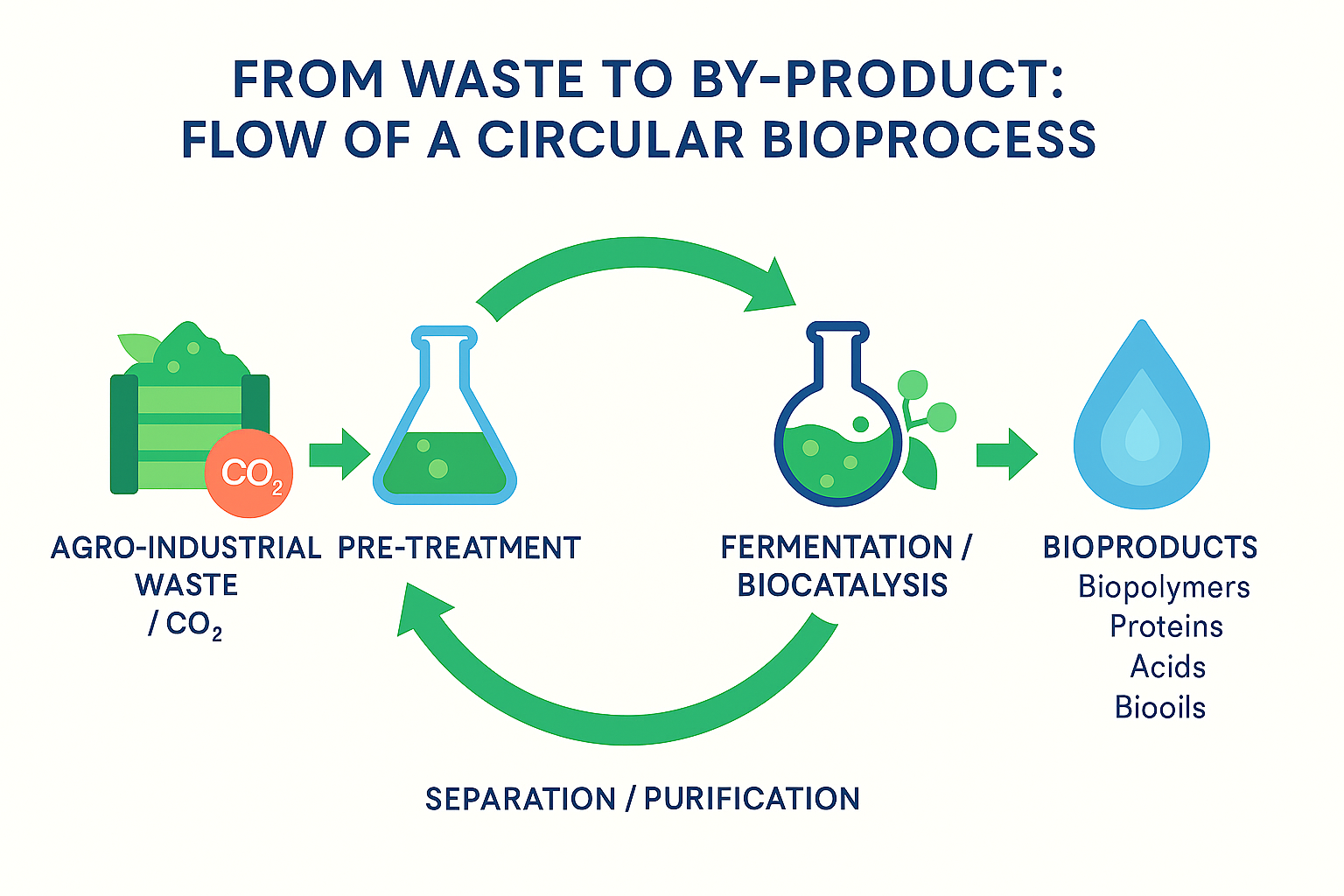
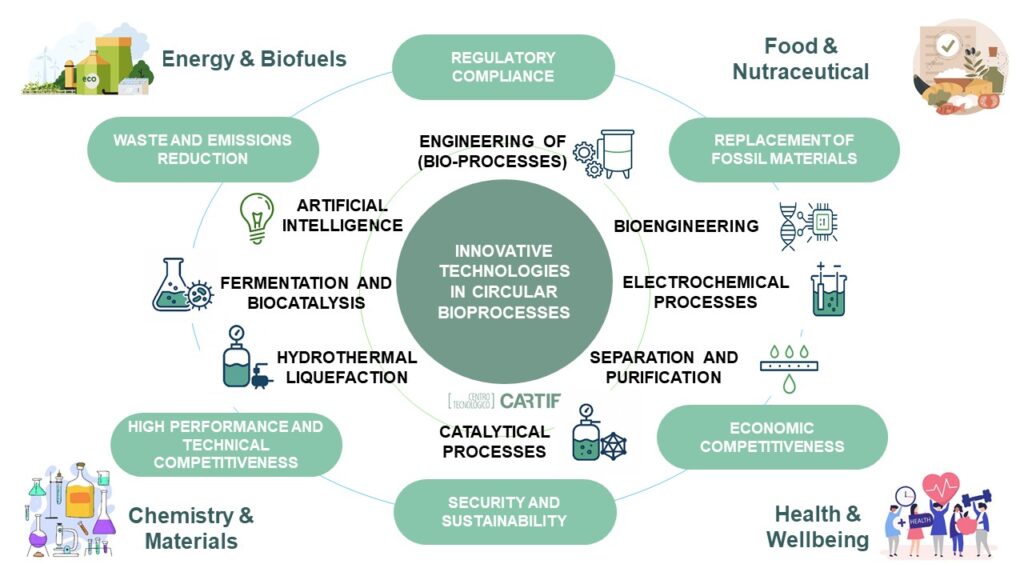
Industrial biotechnology is today an essential tool for transforming organic waste, lignocellulosic biomass, or even CO₂ emissions into high value-added molecules. This conversion is achieved through platforms that combine microbiology, catalysis, and green chemistry. In CARTIF’s Biotechnology and Sustainable Chemistry (BQS) area, the process is structured around four main stages:
Smart Pretreatment: The first step is to break down the complex structure of the waste (lignocellulosic biomass, molasses, used oils) through physical, chemical, or enzymatic methods to release sugars and fermentable compounds.
Advanced Fermentation: At this stage, engineered microorganisms convert substrates (sugars, CO₂, syngas) into organic acids, biopolymers, alcohols, or single-cell proteins (SCP). This is a critical step, as productivity, selectivity, and stability determine the feasibility of the process.
Selective Biocatalysis: To convert an intermediate metabolite into a final molecule of interest, specific enzymes or biocatalytic pathways are used. These operate under mild conditions and increase the purity of the final product.
Separation and Purification Stage (Downstream): Membranes, chromatography, ultrafiltration, or spray drying techniques are used to isolate, concentrate, and prepare the product to meet industrial and quality regulatory requirements.
When all these processes are integrated into a biorefinery —which simultaneously produces several bioproducts from a single waste stream— carbon use is maximized, while costs, emissions, and risks associated with fossil raw materials are reduced.
In the Biotechnology area, we work with methodologies based on the development of technologies at the laboratory scale for subsequent scaling up to pilot plant and pre-industrial phases (TRL 2–5). These are accompanied by techno-economic analysis and carbon footprint assessment tools to ensure that innovation is both scalable and transferable to industry and the productive sector.
Technologies that generate value and market
It is not enough for a process to work — it must produce competitive products in terms of volume, cost, and quality. Circular bioprocesses make it possible to access growing industrial markets. Among the bioproducts with the greatest commercial potential are:
Organic acids (lactic, acetic, succinic): building blocks for the chemical, cosmetic, and bioplastics industries.
PHA/PHB biopolymers: biodegradable alternatives with high potential in sustainable packaging.
Microbial proteins: a source of alternative protein for animal feed or aquaculture.
Natural antioxidants and bioactive peptides: high-value ingredients for nutraceuticals and cosmetics.
Bio-oils and biochars: precursors for adhesives, coatings, or porous materials.
The European market has already begun to turn interest into figures: with a high growth rate, competition among biotechnological producers is increasingly focused on niches where local supply chains, sustainability, and traceability are differentiating factors compared to fossil-based plastics.
In 2024, the packaging sector accounted for 45% of the demand for bioplastics in Europe (European Bioplastics). Forecasts point to an annual growth rate of 18% between 2025 and 2030, increasing from 0.67 to 1.54 million tonnes. Other segments, such as bioactive ingredients and technical biopolymers, are also joining this momentum, where traceability and renewable origin have become key competitive advantages.
What CARTIF contributes: infrastructure and risk mitigation
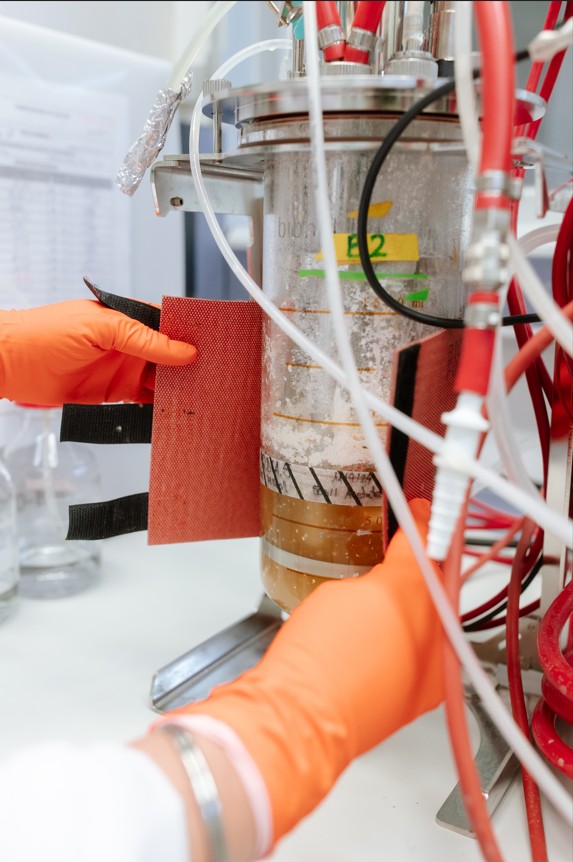
Turning a good idea into a viable industrial project requires an advanced technological platform, flexibility, and expertise in scale-up processes. This is where CARTIF contributes the experience of its highly qualified technical staff and its comprehensive laboratory and pilot plant infrastructure.
The Biotechnology and Sustainable Chemistry (BQS) area has a complete infrastructure that enables the scaling of processes from laboratory to pilot plant, featuring automated fermenters (1–200 liters), pressurized reactors capable of using gases such as CO₂ / H₂ / CO, SCADA systems, and a state-of-the-art analytical laboratory (HPLC, GC-MS, UPLC-MS, FTIR, SEM, TGA, etc.).
With these capabilities, we can simulate industrial conditions, optimize key parameters (yields, productivity, enzymatic/energy costs), and validate feasibility before scaling up.
From idea to project: recommended roadmap
For those working in companies, clusters, or technology centers, this quick guide can help design a strategy to valorize and benefit from by-product and waste streams:
1. Identify your residual streams: analyze their composition, volume, and variability.
2. Define your product portfolio: select one or two “anchor products” plus potential co-products.
3. Choose a technology and develop it with innovation and competitiveness criteria — from laboratory to pilot scale — with clear KPIs such as productivity, titers, and gross/net yield.
4. Conduct economic (TEA) and environmental (LCA) assessments under relevant regulatory scenarios.
5. Secure supply and off-take agreements with suppliers and distributors.
Thanks to its multidisciplinary expertise and collaborative network with companies, CARTIF supports industry throughout the entire development cycle — from waste characterization to pilot validation and techno-economic evaluation — applying an integrated approach that reduces technological risk and accelerates the transfer of results to the market.
📩 Contact us to develop biotechnology solutions tailored to your industry
In summary, biotechnological waste valorization is no longer a futuristic promise: it has become a necessary strategy for companies seeking to stay ahead of regulations, reduce costs or environmental reputation risks, and capture new market niches. With strict regulations such as the PPWR coming into force and ambitious targets set for 2030, those who integrate circular bioprocesses will gain a solid competitive advantage.
Circular bioprocesses offer a real pathway to transform environmental challenges into opportunities for innovation. At CARTIF — and specifically within the BQS area — we work to ensure that every molecule counts, driving a more sustainable, competitive, and knowledge-based industry.
Isaac Newton, working from an eminently mathematical foundation, made it clear more than 300 years ago that the most solid way to understand the world is to formulate hypotheses and gsubject them to experimentation and observation, in order to empirically conclude wether they hold up or not. Thanks to this method, we have achieved unthinkable milestones: preventing and curing diseases that once devastated us, reaching the moon, and even allowing you to read this from anywhere on the planet.
For 21st century engineers, this story may sounds repetitive. However, today it´s more necessary than ever not only to hear it, but to listen to it and reflect on it. Our profession consists of designing and developing products and services- in the broadest sense- that solve real problems for people. Clearly, we try, but with some perspective, too many cases emerge in which we invest our most valuable resources (time, money and energy) in perhaps brilliant solutions…that no one wanted.
“The most solid way to understand the world is to formulate hypotheses and subject them to experimentation and observation”
The result is often waste, demotivation and, at best, learning. Very expensive learning. Isn´t there a cheaper way to achieve the same lesson? Yes: the Build-Measure-Learn cycle. This approach, popularized by Eric Ries in his book The Lean Startup, is equally applicable to engineering, where early hypothesis validation can save huge amounts of resources. The dynamic is simple: we start with a hyptohesis (that point of convergence between the creator´s vision and what the client could accept) and design an empirical and frugal way to obtain tangible observations that validate or refuse that hypothesis.
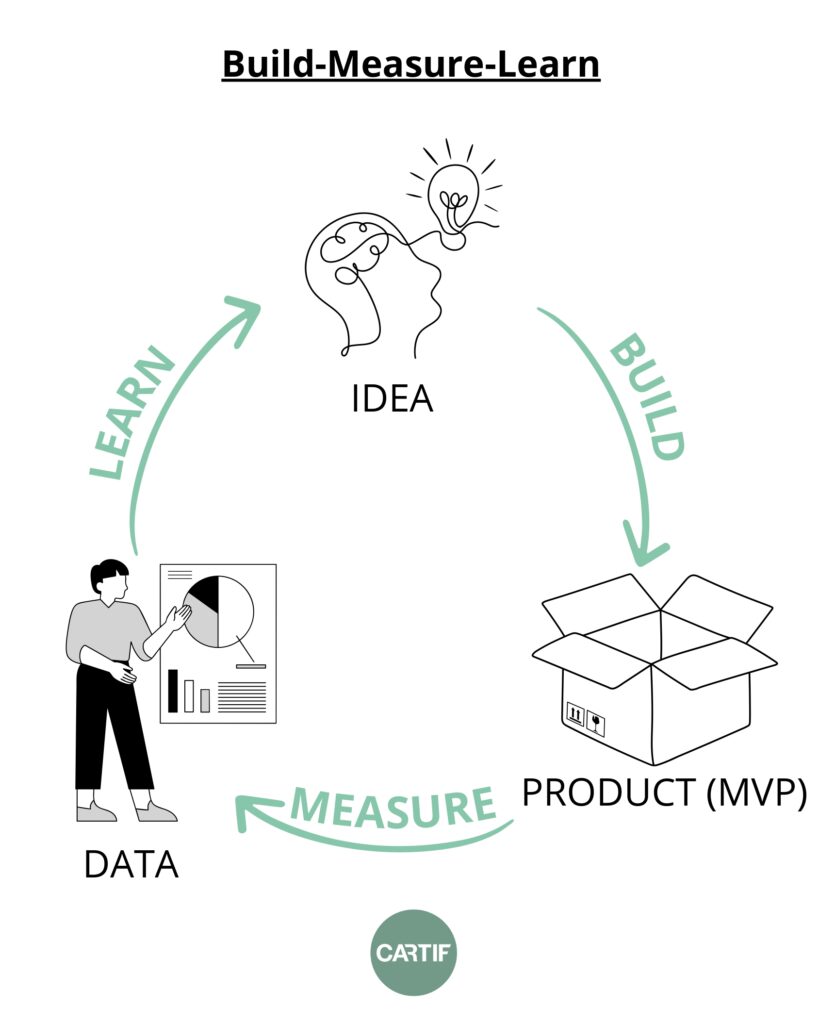
Infography Build-Measure-Learn.
The sequence is: Idea; Build (product); Measure; Data; Learn; New idea. The objective isn´t to “guet it right the first time”, but to minimize the resources neede to achieve useful learning. The tool that best optimizes this cycle is the MVP (Minimum Viable Product): a product simple enough to generate measurable results as quickly as possible, convert them into data, extract clear learning from them, and thereby validate or reject the initial hypothesis.
For it to work, it takes more than just method. It takes intellectual humility. Sometimes the “brilliant idea” was nothing more than a fantasy and it´s time to pivot. Just as empiricism helped us abandon geocentrism, spontaneous generation, humoral theory or witchcraft, perhaps its time to return to that same apporach to test the hypothesis on which we build not only our profession, but also our society.
In short, less faith in our assumptions and more respect for the evidence. Let´s build small, measure earliy, learn fast. And, if necessary, change course before continuing to invest in something no one is expecting.
🤝 Looking for a technology partner to develop your idea? Contact our team.
Every October 16th, we celebrate something that unites us all: food. This year, we also commemorate the 80th anniversary of the Food and Agriculture Organization of the United Nations (FAO), an institution that, since 1945, has worked tirelessly to ensure the right to a dignified life through something as essential as food. Eight decades later, the message of World Food Day continues to call for the collaboration of all of us who are part of the system’s challenges: “Hand in hand for better food and a better future.”
A simple sentence, yet filled with shared responsibility. Because feeding the world in a fair, sustainable, and healthy way is not only the task of major international organizations. It also involves each of us — in every decision we make, in every food we choose, in every process of innovation. Every small contribution matters. That’s why I ask to myself, and we should all ask ourselves: How can I help?
A look toward the great transformation of food
The way we produce, distribute, and consume food defines not only our health but also the planet’s. The recent publication of the EAT–Lancet Commission 2.0 report (2025), presented a few days ago at the Stockholm Food Forum, once again highlights the urgent need for a Great Food Transformation, based on three pillars: health, sustainability, and justice.
The inclusion of the justice pillar is no coincidence. The global context we live in, marked by strong geopolitical instability, rising food prices, the emerging impacts of climate change, and other cascading effects, continues to undermine food security and, consequently, human health. Social injustice is growing, and the resilience of nations is increasingly fragile. Although current food systems have, to a large extent, managed to keep pace with population growth and ensure sufficient caloric intake for many, they remain the main driver of planetary boundary transgression and require joint and urgent action grounded in these three pillars.
The EAT–Lancet report reminds us that the global adoption of healthy diets derived from sustainable food systems would safeguard our planet and improve the health of billions of people. It also warns that, if we fail to act, the world risks falling short of achieving the Sustainable Development Goals and other key actions linked to the future of food..
Professor Johan Rockström, one of the study’s authors, summed it up clearly: “The world’s food production threatens climate stability and ecosystem resilience. It is the single greatest driver of environmental degradation” His words resonate strongly on this FAO anniversary, reminding us, as the organization has done for eight decades, that food should not only nourish us but also protect the very land that makes it possible
Source: Twitter Johan Rockström
“The world´s food production threatens climate stability and ecosystem resilience. It is the single greatest driver of environmental degradation”
This call to action is not directed solely at governments or institutions. It speaks to all of us: researchers, producers, companies, and consumers. Because food is not an isolated process; it is a living, interconnected system in which what we decide at one end has consequences at the other.
How can I help?
Remember that every action counts. Ending hunger, preserving our ecosystems, ensuring the food of the future, and understanding the impact this has on the world — it’s a lot, isn’t it?.
It all begins with the choices we make every day. We can choose local and seasonal foods, eat more plant-based meals, drink tap or filtered water, buy only what we need and reduce food waste, use reusable packaging, choose minimally processed foods, value the effort behind every product that reaches our table, and support sustainable farming practices.
Becoming aware means understanding that the food we choose is also a tool for change. It’s in our hands to help build a model where the health of people and the planet are not opposing goals, but two sides of the same coin. When that awareness multiplies, it turns individual action into collective strength.
Seasonal fruits. Source: Freepik
CARTIF: innovation at the service of a fair and sustainable food system
At CARTIF, we firmly believe that science and technology are key allies in achieving this transformation. That’s why we work hand in hand with companies, public administrations, and society to develop technological solutions that address the major food and environmental challenges of our time.
From our Food Area, we focus on the valorization of food and food by-products, promoting the efficient and sustainable use of natural resources.
We are advancing in food industrial processes decarbonization, driving technologies that reduce the environmental impact of new food production. In addition, we are currently an active partner in the Vision4Food EU project, which aims to tackle the challenges associated with food systems through the development of tools and models that help us move from strategy to action within territories.
I can only say thank you for your help! And may every day be a happy World Food Day for everyone.