“It is April 21, 2011. SKYNET, the Superintelligence artificial system who became self-aware 2 days earlier has launched a nuclear attack on us humans. The April 19, SKYNET system, formed by millions of computer severs all across the world, initiated a geometric self-learning process. The new artificial intelligence concluded that all of humanity would attempt to destroy it and impede its capability to continue operating”
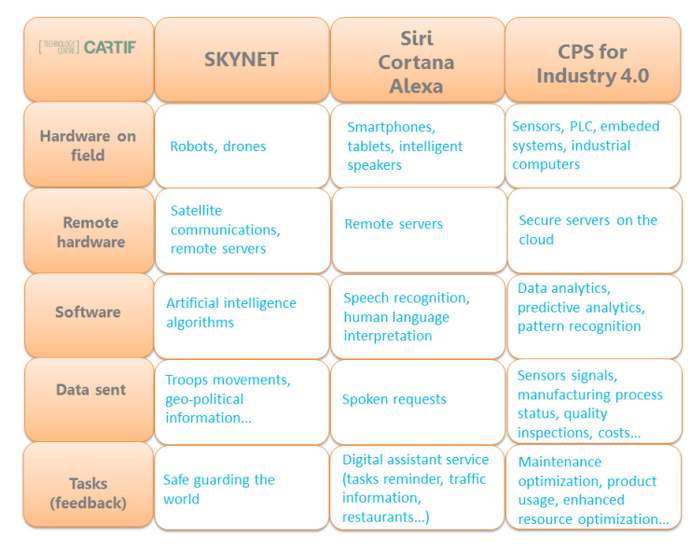
It seems the apocalyptic vision of Artificial Intelligence depicted in Terminatorscience fiction movies is still far from being a reality, yet. SKYNET, our nemesis in the films, was a collection of servers, drones, military satellites, war-machines, and Terminator robots to perform a relevant task: safeguarding the world.
Today’s post is focused on a different but relevant task: manufacturing the products of the future. In our previous posts, we reviewed the Industry 4.0 key ingredients, the so-called digital enablers. The last key ingredient, Cyber Physical Systems, can be seen as the “SKYNET” of manufacturing, and we defined it as a mixture of different technologies. Now it is time to be more specific.
The term “cyber-physical” itself is the compound name to designate of mixture of virtual and physical systems to perform a complex task. The rapid evolution of Information and Communication Technologies (ICT) is enabling the development of services no longer contained into the shells of the devices we buy. Take for example, digital personal assistants like Sirifrom Apple, Alexa from Amazon or Cortana from Microsoft. These systems provide us help with everyday tasks but are not mere programs inside our smartphones. They are a mixture of hardware devices (our phones and internet servers) that take signals (our voice) and communicates with software in the cloud that makes the appropriate processing and answers after some milliseconds with an appropriate and in-context answer. The algorithms integrated into the servers are able to process the speech using sophisticated machine learning algorithms and create the appropriate answer. The combination of user phones, tablets, Internet servers (physical side) and processing algorithms (cyber side) conform a CPS. It evolves and improves over time thanks the millions of requests and interactions (10 billion a week according Apple) between the users and intelligent algorithms. Other example of CPS can be found in the energy sector where the electrical network formed by smart meters, transformers, transmission lines, power stations and control centers conform the so called “Smart Grid”.
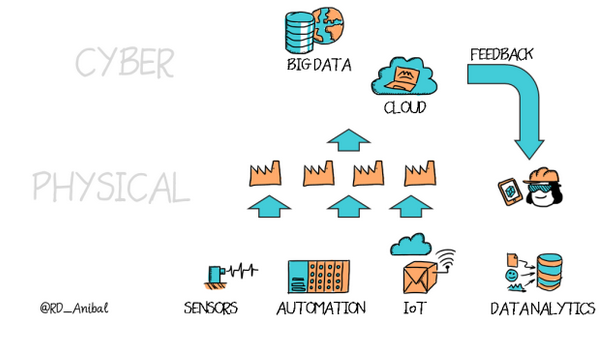
The same philosophy can be applied at industrial environments where IT technologies are deployed at different levels of complexity. The fast deployment of IoT solutions together with cloud computing solutions connected through Big Data Analytics open the door to the so-called Industrial analytics. Better than providing theoretical explanations, some examples of the CPS applications at manufacturing environment will be more illustrative:
CPS for OEM manufacturers where the key components (e.g. industrial robots) will be analyzed in real time measuring different internal signals. The advantages will be multiple. The OEM manufacturer will be able to analyze each robot usage and compare it with other robots in the same or different factories. They will be able to improve the next generation of robots or give advice for maintenance and upgrades (both hardware and software).
CPS for operators: a company providing subcontracted services (e.g. maintenance) will be able to gather information on-field through smart devices to optimize their operations like for example controlling spare parts stock in a centralized way instead of having to maintain multiple local stocks across different sites.
CPS for factories: gathering on-field information from manufacturing lines (e.g. time cycle) it is possible to build virtual models of the factories and create off-line simulations to aid in decision support (e.g. process optimization) or study the impact of changes in the production lines (e.g. building a new car model in the same line) before deciding new investments.
The combination of physical and virtual solutions open the door to limitless possibilities of factories’ optimization.
In previous posts, predictive maintenance was mentioned as one of the main digital enablers of Industry 4.0. Maintenance, linked to the industrial revolution, however, has accompanied us in our evolution as human beings.
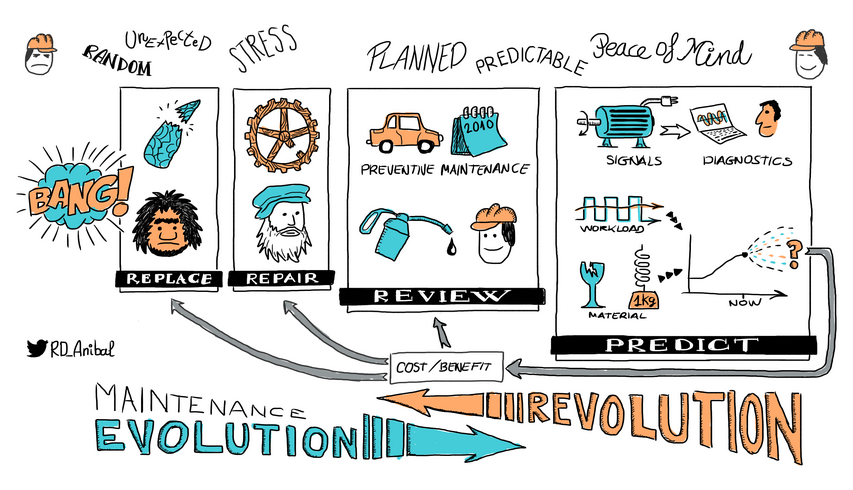
Since prehistory, our ancestors have built tools that suffered wear and sometimes broke without prior notice. The solution was simple: to carve a new tool. By creating more elaborate mechanisms (e.g. wooden wheel), the natural alternative to disposal became the reparation by the craftsman. Mechanical looms of the First Industrial Revolution were even more complicated of repairing so specific professions emerged as precursors of current maintenance workers. During this evolution, the wear and breakdown of mechanical parts without prior notice continued as part of everyday factories.
Why this gear has broken? yesterday worked perfectly. Human brain can handle concepts such as linearity of events (seasons, day and night,…) or events that happen more or less at regular intervals. However, these unforeseen drove operators crazy. How can we ensure that gear does not break again? The answer was biologically predictable: “… let’s stop the machine every 2 days (for example) and let’s review gear wear…”
This tradition has resulted in the everyday maintenanceroutine that is applied in industry and in consumer products such as our cars. Our authorized dealer obliges us to make periodic reviews (e.g. each 10,000 km) to check critical elements (brakes, timing belt, …) and change pieces more prone to wear (tires, filters …). This is called preventive maintenance, and is applied in factories and other facilities (e.g. wind turbines) to avoid unexpected breakdowns. However, these faults cannot be eliminated (precisely, they are unforeseen) the only possible reaction is to repair them. This is called corrective maintenance and everyone hates it.
How to stop to all this flood of unexpected breakdowns, repair costs and unnecessary revisions? One of the disciplines with more experience since CARTIF‘s creation is predictive maintenance that seeks to mitigate (it would be unrealistic to assume that we will remove the unexpected) unexpected breakdowns and reduce machines’ periodic reviews. Again, predictive maintenance can be explained as a obvious biological response to the problem of unexpected breakdowns. It is based on the periodic review using characteristic signals of machine’s environment that may anticipate a malfunction. The advantage of this maintenance is that it doesn’t require stopping the machine like with preventive maintenance. For example, an electric motor can have a normal power consumption when it’s correctly operating, but this consumption may increase if some motor’s component suffers from some excessive wear. Thus, a proper monitoring of the consumption can help detecting incipient faults.
Continuing with the electric motor example, what should be the minimum variation of consumption to decide that we must stop the motor and a repair it? Like many decisions in life, you need to apply a criterion of cost/benefit, comparing how much can we lose if we do not repair this motor versus how much money the repair will cost. How to reduce uncertainty in this decision? The answer is a reliable prediction of the fault’s evolution.
This prediction will be influenced by many factors, some of them unknown (like we said it’s something random). However, the two main factors to consider for the prediction are (1) the kind of evolution of the damage (e.g. evolution of damage in a fragile part will be very different from a more or less tough or elastic piece) and (2) workload that the machine will suffer (a fan working 24/7, compared to an elevator motor that starts and stops every time a neighbor presses the button on a floor). A reliable prediction allows the maintenance manager choosing from, together with the forecast of factory workload, the more beneficial option, which in many cases is usually planning maintenance work without affecting production schedule.
Another beneficial effect of predictive maintenance is that a proper analysis of the measured signals provides evidence of what element is failing. This is called fault diagnosis and helps to reduce uncertainty in the more appropriate maintenance action. An example is the vibration measurement that helps distinguishing a fault of an electric motor having an excess of vibration because of an incipient short-circuit or due to a damaged bearing. But that’s the subject of another post.
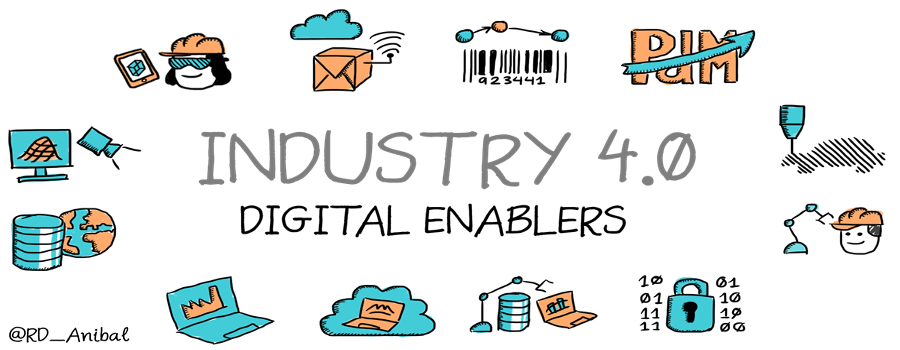
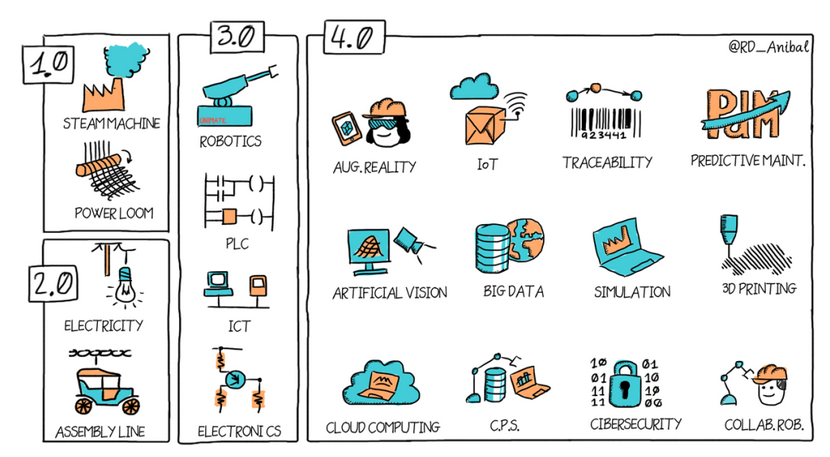
The first post about Industry 4.0 indicated the need for key technologies that would make possible the 4th industrial revolution. These key tehcnologies have been called “digital enablers“. Each industrial revolution has had its “enablers”. The first one was made possible by inventions like the steam engine or mechanical loom. The second came started with breakthroughs like electricity or the car assembly line. In the third, disruptive technologies such as robotics, microelectronics and computer networks made their debut.
This post is intended as a shopping list to review those technologies considered highly relevant and key for this fourth revolution. Each brief description is linked to an extended information covered inside our Blog. In next posts we will complete the descriptions to have an overview of the full range of technologies:
Virtual / Augmented Reality: provides information to the operator adapted to the context (e.g. during a maintenance operation) and merged with their field of view.
IoT: internet for virtually any object, in this case, the ones we can find in a factory: a workpiece, a motor, a tool…
Traceability: seeks the monitoring of manufacturing operations (automatic and manual), products as well as the conditions that were used to create them (temperature, production speed…)
Predictive maintenance: an optimized way to perform maintenance in order to avoid unexpected stops and unnecessary waste because of periodic maintenance operations.
Artificial vision: provides the production process visual context information for quality control or assistance in manufacturing (e.g. automatic positioning of a robot to take a piece).
Big Data: generates knowledge and value from manufacturing data as well as other context data (e.g. demand for similar or related products)
3D Printing recreates of a three-dimensional copy of: existing parts, spare parts or prototypes with the same or different scale for review or testing.
Cloud Computing leverages on internet computing resources to undertake storage and processing of large data sets (e.g. Big Data) without the need of investment in own IT infrastructure.
Cybersecurity as physical and logical security measures used to protect infrastructure (manufacturing in this context) from various threats (e.g. a hacker, sabotage, etc).
Cyber-Physical Systems as any complex system consisting of a combination of any of the above technologies seeking improved performance, in this case, of manufacturing.
The strength of these digital enablers is not in their individual features but in their ability to come together. We as engineers love to look for the latest technology trend and then found a problem or area for its application. But to succeed in this revolution, it is necessary to face real challenges within the factories, using innovative solutions, and why not, combining several of the digital enablers shown above. Moreover, this terminology creates a common framework that facilitates a dialogue between technologists and manufacturers for undertaking successful projects seeking to optimize the factory.
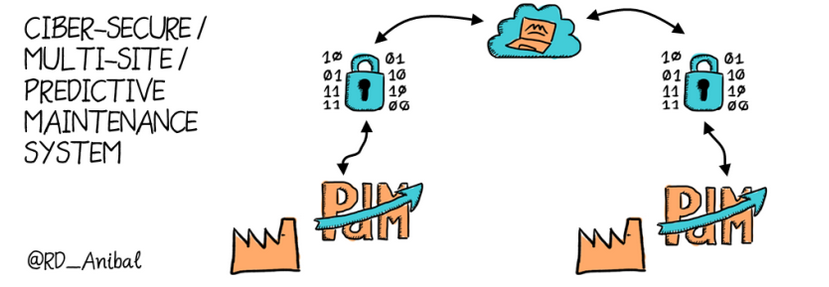
If we think, for example, to optimize maintenance operations in a factory, the “predictive maintenance” will be one of the first enablers that comes to our mind. Also, this technology solution will benefit from a connection to a “Cloud computing” system where sensors’ data coming from different factories will be analyzed generating better diagnosis and predictions of the production assets under monitoring. In this type of cloud solutions, however, the security of information transmitted must be ensured via appropriate “Cybersecurity” mechanisms. We will, therefore, generate an Industry 4.0 cybersecure, multi-site, predictive maintenance solution.
The list of presented technologies doesn’t intend to be final. Also, technological evolution is continuous and incredibly fast. Like we have mentioned, the combination of different digital enablers generates a wide range of industry 4.0 solutions. In next posts we will discuss more scenarios where digital enablers can answer to different challenges in manufacturing.
With the advent of the Industrial Revolution Fourth, some predict a dark future for the worker in a factory where robots and smart manufacturing machines will replace a man who will be limited to just supervise the operation of the factory of the future.
At present the small scale transformations or trends that will define this Factory of the future are already happening. These technological developments and market trends will define its appearance and operation.
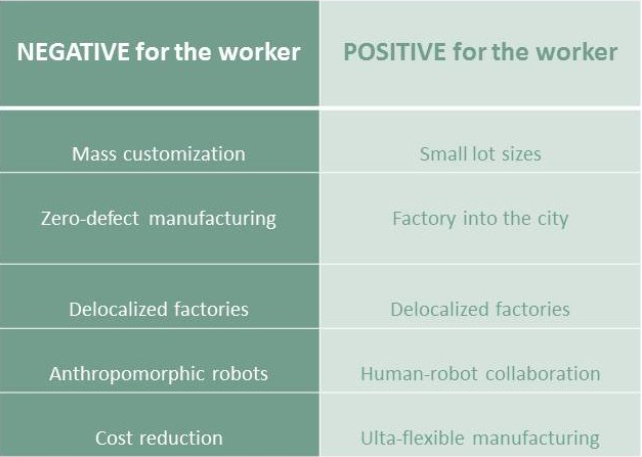
The following table lists some of these trends and the expected positive or negative impact for the role (or lack of it) of the worker of the future.
The negative impact of some of these trends is mainly due to the high levels of automation that are needed to achieve the objectives.
What can we do to adapt to these changes and prevent this revolution run over us? The natural response is to worry and choose conservative strategies to stop this revolution at all cost. There has always been a fear of job loss of with any technological breakthrough. For example, with the invention of the printing the scribes nearly disappeared and the invention of the personal computer put in the hands of anyone the desktop publishing. In other cases, with technological breakthroughs new jobs appeared such as those associated with commercial aviation.
During the different industrial revolutions, the role of the worker has been rather passive in terms of how he assimilated and influenced the transformation of their work. With the First Industrial Revolution, artisan work (manual and customized) became a work driven by coal-based energy and steam. With the Second revolution, the work was divided into simple and repetitive operations that allowed the mass production of identical products. With the Third and subsequent digitization of manufacturing (computers, PLC, CAD / CAM …), the obsession with quality and the elimination or reduction of defects introduced new organizational concepts such as lean manufacturing or TPM that tried to reinforcethe active role of the worker as responsible for the product and not just a gear in a complicated clockwork. However, at present, with the Fourth Industrial Revolution, the progresses in information technologies and the globalization allow us to attend these changes in a more reactive way.
Then, what will be the evolution of the work in the factory of the future? In many aspects, the worker’s role has not changed much since Adam Smith proposed that, as long as the work is divided into operations and paid properly, the matter is settled. However, statistics do not confirm Smith’s premise.
So, what is the recipe to create more productive and healthy environments? It seems that team managers have a large share of responsibility in this regard: recognize the good job, show that their contributions are valuable, provide adequate tools, listen them and include them in problem-solving. In short: to create a trusty environment for open discussion. Simple, isn’t it?
Not so much, one can not fall in the trap and patronize the worker. There is also needed a personal commitment and a change of attitude. Even in monotonous works are examples of motivated and committed employees. In these cases there is a common denominator: people who are not content just doing the tasks as specified in their job description. Hospital cleaning staff that interact and give support to the relatives of the patient, hairdressers that listen to the client or workers who strive to be more efficient and look for improvements that have the effect of reducing the environmental impact of its activities. Increased autonomy and decision-making capacity result in an increased worker satisfaction. So, how to increase the autonomy in a production line? Precisely technological breaktroughs are the answer to this challenge.
Improvements in automation, adding more robots to perform supporting tasks (internal logistics), collaborative robotics which share space securely with workers and data analytics systems that facilitate more effective decision-making, can be seen as threats to the survival of the role of the worker or as opportunities so this role evolve towards a more active position in the revolution to come.
During a recent meeting I participated, where the vision and priorities of the factory of the future was analyzed, various international experts concluded that the role of workers must evolve from a skills focused in the machinery they use (which will be more and more autonomous and intelligent) to become experts in the manufacturing process in which they are working.
How to protect jobs into the factory of the future? One of the recipes will be to provide the workers tools that result in their increased autonomy and decision making so they can perform their job in a highly flexible environment achieving an adeqaute job satisfaction.
Who knows, maybe in the future, each worker could take to work his own robot as a tool. Thus, the workers with the best “trained” or programmed assistant-robot will the ones with an ensured job.
Trying to define the ultimate trend is like trying to choose the perfect camera; once you have purchased the brand new toy, your brother-in-law shows up with the double of megapixels. This time we are talking about Industry 4.0, also known as the fourth industrial revolution. This model seeks the deployment of information technologies within the industry with the main objective of creating a seamless interconnection of manufacturing means facilitating the transition towards a Smart Industry (yes, I know, everything seems to be “smarter” nowadays). Putting the things in context, Industry 1.0 and 2.0 are associated to the first mechanic weaving machine and the first mass-production line (Ford-T), respectively.
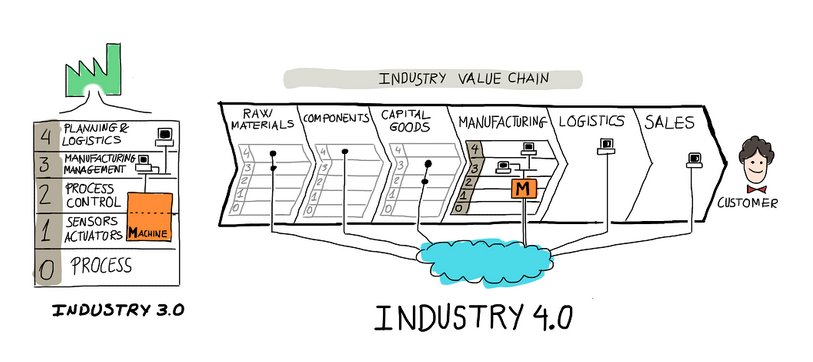
Wait a minute, maybe the factory where my brother-in-law works doesn’t have the machines interconnected? The answer to the question is not definitive. In a factory (Industry 3.0) with a reasonable automation level, production means are already interconnected. The current technology solutions in automation establish a predefined hierarchy where the connectivity levels (inside a factory) are already predefined, from the sensor that measures the process state, to the software used at the highest levels of decision-making (e.g. for the business planning or logistics). However, Industry 4.0 vision establishes a hyper-connectivitythat goes beyond the factory walls and where production means interact not only with the factory environment itself but along the value chain to which customers, suppliers, logistics etc. belong to.
We, as users, are already used to this hyper-connectivity: commercial offers and marketing-in-context messages arrive at our Smartphone every day, personal and professional information is shared (with our implicit permission) through Internet (google your name and tell me the results). So, which are the benefits for a company if they decide to embrace the Industry 4.0 concept? There are many, to mention a few (apart the well-known competitiveness increase):
A lot of “Likes” (just kidding)
Continuous and collaborative innovation (along the value chain) at product and process (e.g. my supplier innovates in their machinery and this enhances my manufacturing process).
Access to new business models (e.g. personalized products)
A fast reaction and adaptation to changing markets (supply and demand).
The next logical question is if Spanish industry is ready for this 4th revolution. Given the high variety of sectors and companies with different technology maturity levels, the answer is not unique. Something is sure, there are a lot of ready-made technologies: high performance and low cost sensors, embedded systems, data processing and knowledge extraction technologies, encrypting algorithms to name a few. What is missing for Spanish industry then? As with many progresses, these happen faster than we are able to assimilate. We still remember someone close refusing to own a Smartphone. It is the natural man’s resistance (women less) to changes. There is also a training deficit that is already beginning to start mitigating through multidisciplinary programs including robotics, industrial design, programming, etc. However, we cannot wait for these new generations while they get ready (our competitors aren’t waiting). The time is NOW.
The main characters of this revolution are everywhere: big companies as necessities’ generators and main drivers and capital goods manufacturers supplying production machinery for virtually all considered sectors. These capital goods sector have already began a silent “collaborative innovation” process. The lessons learnt from a sector or specific customer, sooner or later, find their way to the next factory. The hyper-connectivitythat Industry 4.0 encourages, seeks to accelerate this collaborative innovation process (not only for the capital goods manufacturers). As an example, machinery embedded intelligence will be able to provide real-time status information (useful for the machinery maker and user) to optimize the process (e.g. energy performance, and maintenance) or to inform OEM’s components suppliers (e.g. reliability information). In addition to the information supplying it is expected that smart machines will be able to automatically influence production process to optimize it.
The key concepts for this revolution are varied and with exotic names (the kind my brother-in-law loves): cyber-physical systems, internet of things or big data to name the most well-known. But this is another history.






{kind=link}