Parece mentira, pero ya han pasado 5 años desde que en CARTIF inauguramos nuestro blog con el post sobre la Industria 4.0 en el que analicé algunas de las claves de la llamada “cuarta revolución industrial” y como podría afectar a la industria de nuestro país. Siempre me ha parecido arriesgado tratar de definir esta revolución desde dentro. Supongo que el tiempo y la perspectiva histórica nos dejara más claro si de verdad ha sido una revolución o simplemente un mantra tecnológico. Abróchense los cinturones porque, si aún no hemos asimilado esta revolución, ahora nos “amenazan” con la siguiente, Industria 5.0 la llaman. Original, ¿verdad?
Si la cuarta prometía interconectar los medios productivos de toda la cadena de valor para hacer una transición a la industria inteligente o Smart Industry (todo tiene que ser Smart como cuando hace muchos años cualquier electrodoméstico que se preciase necesitaba llevar “fuzzy logic”), la quinta revolución industrial, trata de humanizar el concepto más allá de solo producir bienes y servicios con fines de lucro económicos. El reto de esta revolución pretende incluir en su propósito consideraciones sociales y ambientales. Las palabras clave de esta revolución, según la definición de la Comisión Europea, deben ser: enfoque centrado en el ser humano, sostenibilidad y resiliencia.
Al desarrollar tecnologías innovadoras con un enfoque centrado en el ser humano, la Industria 5.0 puede apoyar y empoderar a los trabajadores, en lugar de reemplazarlos; asimismo, otros enfoques complementan esta visión desde el punto de vista del consumidor de tal forma que pueda tener acceso a productos lo más personalizados posibles o adaptados a sus posibilidades, de tal forma que conceptos como alimentación personalizada o ropa hecha a medida se apliquen virtualmente a cualquier producto de consumo.
La sostenibilidad en el desarrollo de la industria necesita compatibilizar los objetivos de progreso económico y ambiental. Para conseguir los objetivos ambientales comunes es necesario incorporar nuevas tecnologías e integrar las existentes repensando los procesos de fabricación introduciendo los impactos ambientales en su diseño y operación. La industria debe ser un ejemplo en la transición verde.
La resiliencia de la industria implica desarrollar un mayor grado de robustez en su producción, preparándola contra interrupciones y asegurando que pueda responder en tiempos de crisis como la pandemia de la COVID-19. El enfoque actual de producción globalizada ha demostrado una gran fragilidad durante la pandemia que nos asola. Las cadenas de suministro deben ser también suficientemente resilientes, con capacidad de producción adaptable y flexible, especialmente en aquellos aspectos productos que satisfacen necesidades humanas básicas, como la atención médica o la seguridad.
Al igual que la cuarta necesitaba de unos habilitadores digitales, esta nueva revolución necesita aspectos tecnológicos que la ayuden a materializarse. Desde un punto de vista práctico podemos decir que los habilitadores que revisamos hace un tiempo son de plena actualidad para la Industria 5.0. Podríamos incluir algunos adicionales como la computación cuántica o el block-chain, incipientes hace 4 o 5 años. Si los habilitadores son similares, ¿por qué estamos hablando de una nueva revolución? Es cuestión de prioridades. Si en la cuarta se habla de una hiper-conectividad de procesos al mundo digital a través de sistemas ciberfísicos o el IoT, en la quinta se busca una cooperación entre el humano y la tecnología digital, ya sea en forma de robots industriales colaborativos, robots sociales o sistemas de inteligencia artificial que complementen o ayuden en cualquier tarea relacionada con la producción, desde instalar una puerta en un coche o decidir cómo organizar el siguiente turno de trabajo para cumplir con el objetivo de productividad de la planta de fabricación.
Con la promesa de 75 mil millones de dispositivos conectados a Internet por todo el mundo en 2025, el ‘internet de las cosas’ (IoT) abre las puertas a un futuro de oportunidades para que las empresas optimicen sus procesos, ya sea en la forma de fabricar sus productos, supervisando su calidad o vigilando las máquinas críticas en las fábricas: hornos, líneas de fabricación o almacenes refrigerados.
En nuestro día a día como consumidores, nos podemos encontrar multitud de ofertas tecnológicas en dispositivos IoT que integramos en nuestras vidas de una forma rápida y, en ocasiones, impulsiva, ya sea por modas o beneficios reales. Sin embargo, la incorporación de estas tecnologías en las empresas no se realiza de una forma tan impulsiva, pues conlleva un estudio cuidadoso de factibilidad y rentabilidad, en muchas ocasiones complejo de demostrar, como sucede habitualmente con las tecnologías nuevas.
A estos factores, se une la flexibilidad del IoT para integrarse en las infraestructuras IT de las fábricas. La ‘i’ de IoT significa “internet”, lo que parece que lleva asociado automáticamente una conexión directa a Internet de “cosas” en las fábricas, y esto genera pánico por posibles amenazas de ciberseguridad para casi cualquier empresa. Para luchar contra estas barreras, la información y la formación son aspectos clave.
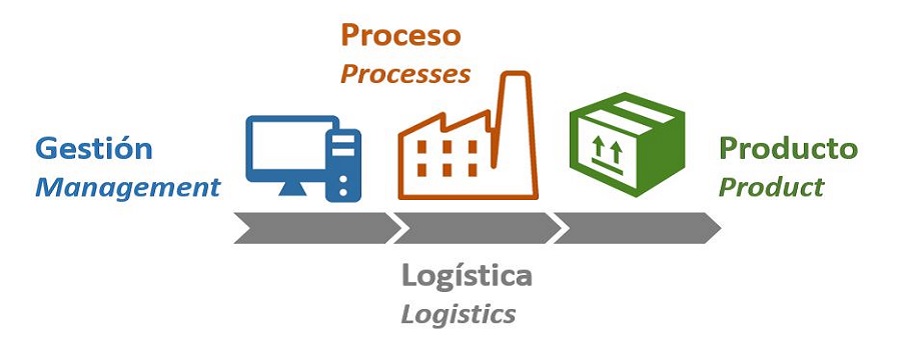
En este marco, se desarrolla el proyecto de cooperación transfronteriza España-PortugalIOTEC, que tiene como objetivo crear una red de colaboración de diferentes actores (investigadores, organismos públicos, proveedores de soluciones TIC y empresas industriales) de ambos países que facilite la creación e integración del IoT en las empresas. Los participantes en IOTEC hemos analizado diferentes empresas industriales y TIC para buscar carencias y fortalezas y poder así relacionar la oferta y la demanda de IoT. Desde CARTIF, coordinamos las actividades alrededor de las empresas industriales con el objetivo de conocer sus necesidades de IoT a través de un análisis detallado de sus procesos organizativos y productivos que incluyen la gestión, el diseño del producto, su proceso de fabricación y la logística.
Este análisis detallado incluyó la realización de una serie de auditorías tecnológicas a diferentes empresas agroindustriales, analizando el potencial de aplicación de IoT en diferentes partes de su proceso productivo. Se evaluaron 40 parámetros organizativos diferentes según la metodología definida dentro del proyecto IOTEC. Por ejemplo, en el apartado de los procesos de fabricación, se analizaron minuciosamente cuatro aspectos de gran relevancia:
El tipo de proceso o transformación productiva, que queda definido fundamentalmente por aspectos como las materias primas usadas o los pasos de fabricación.
Los requerimientos de trazabilidad de las materias primas, los productos intermedios y productos finales. Esta trazabilidad tiene especial relevancia en las empresas agroalimentarias.
El control del proceso de producción que se desencadena por diferentes mecanismos según la empresa: ordenes de producción, bajo demanda, disponibilidad de materias primas (e.g. vendimia).
La necesidad de captura de datos en plantacomo primera fase de digitalización completa de un proceso productivo.
Una vez analizados todos los parámetros, se realizó una clasificación exhaustiva de diferentes tecnologías IoT que podrían ser de aplicación en la industria y tener un impacto directo en la mejora de la eficiencia. A continuación, pueden verse dichas tecnologías:
Todas las tecnologías identificadas fueron priorizadas por los asistentes al «Foro de oportunidades de negocio a través de IoT y Blockchain» que tuvo lugar el pasado 14 de noviembre de 2018 en Valladolid. Los asistentes al evento tuvieron la oportunidad de reflexionar y votar sobre este conjunto de tecnologías para valorar su necesidad y la importancia de su difusión por parte del proyecto IOTEC. Una vez establecidas estas prioridades, ahora es necesario darlas a conocer para que los proveedores de soluciones IoT puedan adecuar sus ofertas a necesidades reales.
Asimismo, se trabaja en actividades de difusión y formación para acercar las tecnologías IoT y ejemplos concretos de su aplicación al conjunto de empresas industriales de las regiones de Castilla y León y Centro de Portugal participantes en la red IOTEC. Cualquier empresa proveedora o demandante de tecnologías IoT puede participar en el foro del proyecto y beneficiarse de forma directa a través de oportunidades de colaboración y formación en este apasionante conjunto de soluciones tecnológicas como es el IoT.
Después de unos inicios bastante tibios, la realidad aumentada se está dejando ver como una tecnología con un futuro bastante prometedor. Buena parte de este cambio de imagen surge del fenómeno Pokémon Go que, hace aproximadamente dos años, mostró al público generalista la realidad aumentada de una forma natural mediante los personajes del famoso videojuego. Este golpe de efecto ha servido para que muchos programadores se hayan dado cuenta de las múltiples posibilidades que ofrece esta tecnología, lanzándose al desarrollo de aplicaciones sencillas que, al igual que en el videojuego, permiten utilizar las capturas realizadas con la cámara del teléfono y/o la posición GPS para incorporar escenas y modelos 2D y 3D al mundo físico a través de la pantalla del móvil.
Esto ha hecho que actualmente nos podamos encontrar numerosas animaciones utilizando realidad aumentada en catálogos comerciales, paneles publicitarios, aplicaciones turísticas o juegos educativos para los más pequeños, entre otras aplicaciones.
Grandes compañías como Google, Apple, Microsoft o Facebook no quieren perder este tren y están tomando posiciones para sacar el mayor partido a las grandes posibilidades que proporciona el uso de la realidad aumentada. A finales de 2017 todas ellas han ido mostrando plataformas y herramientas software para incorporar realidad aumentada a sus dispositivos.
Google:ARCore es la plataforma de Google que permite crear experiencias de realidad aumentada. En el Google I/O celebrado en mayo se han presentado nuevas aplicaciones sobre todo para entornos colaborativos. ARCore está disponible actualmente para dispositivos con las últimas versiones de Android.
Apple: ARKit, incluido en los dispositivos con el sistema operativo iOS11, permite a los desarrolladores crear fácilmente aventuras de realidad aumentada que integran objetos virtuales en el mundo real combinando datos procedentes de las cámaras e información del sensor de movimiento.
Microsoft: kit de desarrollo Windows Mixed Reality, es la plataforma de realidad mixta que permite crear realidad virtual y mixta presentando hologramas virtuales junto a elementos reales. Está fundamentalmente desarrollado para las gafas inteligentes Microsoft Hololens.
Facebook: ha lanzado AR Studio para crear efectos de realidad aumentada sobre las imágenes capturadas, y que las personas puedan colocar objetos en 3D en su entorno e interactuar con ellos en tiempo real. Lo último que ha presentado es el AR Target Tracking que permite iniciar las experiencias de RA apuntando a una imagen, creando experiencias persistentes.
Más allá de los juegos y el entretenimiento, un futuro muy interesante para la RA, desde el punto de vista de CARTIF como centro de investigación, es el desarrollo de aplicaciones para profesionales en el ámbito laboral. El acceso a la información en cualquier lugar y la asistencia sobre la marcha, pueden marcar una gran diferencia en velocidad y eficiencia a la hora de ejecutar ciertas tareas.
Todas estas herramientas pretenden llegar a los usuarios a través de los dispositivos de los que ya disponen: smartphones, tablets o PC. Pero la incorporación de esta tecnología al ámbito laboral (industria, salud, logística,…) se topa en muchos casos con la exigencia de que el trabajador tenga las manos libres para realizar su trabajo, cosa que no se puede hacer con los dispositivos mencionados. En este sentido, las Smart Glasses se presentan como el dispositivo más adecuado para este tipo de entornos, aunque, tras la decepción de las gafas de Google lanzadas en 2013, la oferta de dispositivos físicos de este tipo sobre los que desarrollar las aplicaciones es escasa. Además, las herramientas de desarrollo son muy específicas para cada dispositivo, lo que complica el proceso, y la tecnología disponible todavía presenta precios sumamente elevados para el público general o para una implantación generalizada en una empresa.
A pesar de esto, según un estudio de Forrester Research, se estima que 14,4 millones de trabajadores estadounidenses llevarán gafas inteligentes para el desarrollo de su trabajo en el año 2025. En CARTIF apostamos por que la incorporación de este tipo de dispositivos a los procesos industriales se vaya produciendo poco a poco, y que los trabajadores se vayan habituando a su uso como una herramienta más de trabajo. Mediante el uso de gafas inteligentes, los empleados pueden acceder a instrucciones y contenido detallado sobre la tarea en cuestión sin interrumpir su trabajo.
En el ámbito industrial, existen multitud de procesos que pueden facilitar información en forma de realidad aumentada de una forma rápida y no invasiva. CARTIF, dentro del proyecto HABITAT-RA, está trabajando para acercar esta tecnología a las Pymes, utilizando realidad aumentada para tres aspectos diferentes:
Monitorización: visualización de información sobre el estado de una máquina o proceso.
Mantenimiento industrial: obtener información y alertas sobre las tareas periódicas de mantenimiento preventivo en máquinas.
Prevención de riesgos laborales: obtener información y alertas sobre zonas de riesgo y perímetros de seguridad en entornos industriales.
Por otro lado, en el proyecto MARCA, integrado en el sector de tratamiento y distribución de agua, CARTIF ha trabajado en el desarrollo de herramientas que permiten el acceso de un operario de mantenimiento a recursos avanzados de apoyo basados en RA, y a la comunicación intermodal avanzada utilizando para ello unas gafas inteligentes.
Por último, en el proyecto PUMAN se desarrolla un interfaz de realidad aumentada para los puestos de montaje manual en la industria mediante el guiado y presentación de información de los pasos del montaje de modo inmersivo. También se informa sobre los riesgos de seguridad del operario.
Aunque todavía está en una fase incipiente, la incorporación de realidad aumentada en la realización de muchas tareas en el entorno industrial puede marcar una gran diferencia en velocidad y eficiencia. Existen muchos factores por mejorar: la tecnología todavía no está lo suficientemente madura, el elevado coste de producir contenidos de realidad aumentada o las limitaciones técnicas de los dispositivos para poder proporcionar experiencias totalmente inmersivas. En todo caso, esta tecnología está en continuo crecimiento. Las grandes firmas están apostado por ella y poco a poco los usuarios se están acostumbrando a disponer de contenidos en forma de RA. El futuro pasa por disponer de un dispositivo que combine una alta capacidad óptica con tecnologías de comunicación y las características de un wearable, y cuyo precio permita una distribución masiva.
La industria es uno de los sectores con mayor participación en la demanda energética, en muchos casos, originada a partir de transformaciones previas de recursos fósiles no renovables. Dicha transformación, a veces ineficiente, genera desechos energéticos que pueden ser recuperados (y en muchos casos, reincorporados al mismo proceso) usando nuevas estrategias y equipos. Asimismo, la incorporación de energías renovables y optimización de los procesos ayudan a disminuir aún más los impactos nocivos al ambiente, reduciendo al mismo tiempo el consumo de combustibles.
La recuperación de energíaprotege el medio ambiente y aumenta la competitividad de la industria al disminuir los costes de producción. No obstante, recuperar energía no es una tarea fácil, requiere alta tecnología y buenas prácticas de operación. Además, muchas fábricas tienen procesos complejos y autónomos poco relacionados entre sí o integrados en su entorno. Cada producto y proceso de fabricación es específico de cada industria, por tanto, es difícil encontrar una solución global que abarque la reducción de energía, la integración de renovables y la recuperación de energía, mediante un uso más eficiente de los recursos, tecnologías de fabricación más limpias o el reciclado de materiales.
Tradicionalmente, los factores que se tenían en cuenta en los procesos de fabricación eran económicos, de gestión, producción, etc. Sin embargo, por suerte, esa situación ha cambiado en los últimos años. La eficiencia en sus procesos y la gestión sostenible, son aspectos fundamentales que muchas empresas han incorporado. Conscientes de esa realidad, CARTIF viene acompañando a las empresas para promover en ellas el concepto de “Factoría del Futuro”. Un ejemplo del trabajo hecho en este ámbito es el proyecto colaborativo europeo REEMAIN.
CARTIF por tanto, busca ayudar a las empresas para evolucionar hacia la fabricación eficiente, buscando reducir emisiones a través del uso inteligente de tecnologías de energía renovable y estrategias de ahorro de recursos como la compra, generación, conversión, distribución, utilización, control, almacenamiento y reutilización de energía de manera holística e integrada.
A partir de la experiencia del proyecto REEMAIN, hemos elaborado un breve folleto, en el cual hemos destacado 13 medidas de eficiencia implementadas y probadas en tres fábricas, una del sector agroalimentario, otra del textil y una última de fundición de hierro. Esas medidas se clasificaron en integración de energías renovables, recuperación de energía, reciclado y uso de materiales ecológicos y por último, optimización de la producción, el proceso y el producto. Cada medida se expone de una forma breve y visual incluyendo su título, resumen, ahorros obtenidos en el proyecto y factores clave de éxito en su implementación. Esto último es una recomendación que hacemos para animar a las empresas que estén interesadas en replicar las medidas en su fábrica. Es un conjunto breve de requisitos que su proceso de fabricación debería cumplir para lograr resultados similares a los del proyecto REEMAIN.
Por último, bajo el epígrafe del folleto “Extrapolación a otras fábricas”, se presenta una valoración cuantitativa de potencial de réplica de la medida a otras fábricas, según cuatro factores principales, como son:
Facilidad de instalación: una puntuación alta indica que la medida no comporta grandes inversiones y es sencilla de llevar a cabo según nuestra opinión.
Criticidad del proceso: la instalación de un nuevo equipamiento puede implicar un aumento de complejidad y reducción de la fiabilidad del proceso afectado. Una puntuación alta indica que la medida de eficiencia no afectará negativamente al funcionamiento de la instalación, por ejemplo, resultando fácilmente puenteable en caso de avería o mantenimiento.
Ahorros previstos: valora los ahorros en base a diferentes factores.
Retorno de la inversión: tiene en cuenta los ahorros y la facilidad de instalación.
El folleto, finaliza con un resumen visual de los ahorros totales conseguidos en las tres fábricas que formaron parte del proyecto.
El Big Data como uno de los llamados “habilitadores digitales” de la Industria 4.0 es, sin duda, una de las tecnologías más prometedoras para contribuir a la revolución en las fábricas, lugares donde grandes cantidades de datos esconden una enorme cantidad de conocimiento y posibles mejoras para los procesos de fabricación.
La Agenda Estratégica de Investigación e Innovación (SRIA) de la Big Data Value Association (BDVA) define los objetivos generales, las principales prioridades técnicas y no técnicas y una hoja de ruta de investigación e innovación para la Asociación Público-Privada Europea (PPP) sobre Big Data. Dentro de las expectativas actuales del futuro Mercado de Datos en Europa (alrededor de 60 B€), la fabricación estuvo en primer lugar en 2016 (12,8 B€) y en las proyecciones para 2020 (17,3 B €).
La BDVA adoptó la definición del concepto «industria manufacturera inteligente» (SMI, del inglés Smart Manufacturing Industry), que incluye toda la cadena de valor alrededor de la producción de bienes. Identificó, además, tres grandes escenarios para representar las diferentes características de una SMI en Europa: Fábrica inteligente, Cadena de suministro inteligente y Ciclo de vida del producto inteligente.
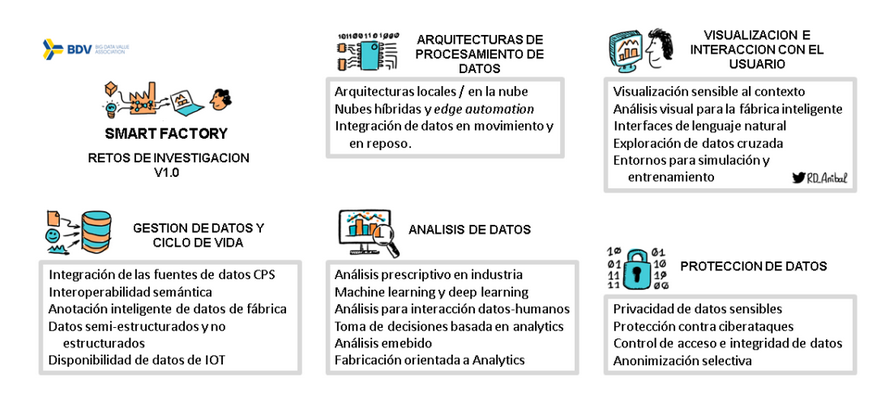
Para contextualizar estos desafíos de investigación, la asociación BDVA ha definido cinco áreas técnicas para investigación e innovación dentro de la comunidad BDVA:
Gestión de datos y ciclo de vida, motivado por la explosión de datos, donde los medios tradicionales de almacenamiento y gestión de datos ya no son capaces de hacer frente al tamaño y la velocidad de los datos generados.
Arquitecturas de procesamiento de datos, originadas por el rápido desarrollo y adopción de la internet de las cosas (IoT) y la necesidad de procesar cantidades inmensas de flujos de datos de sensores.
Análisis de datos, que tiene como objetivo el progreso de las tecnologías y el desarrollo de capacidades para convertir el Big Data en valor, pero también para que esos enfoques sean accesibles al público en general.
Protección de datos, que aborda la necesidad de garantizar el uso correcto de la información a la vez que garantiza la privacidad del usuario. Incluye tecnologías avanzadas de protección de datos, privacidad y anonimización.
Visualización de datos e interacción con el usuario, que abordan la necesidad de medios avanzados de visualización y de interacción con el usuario capaces de manejar continuamente la complejidad y el tamaño de los datos crecientes y ayudar al usuario a explorar y comprender el Big Data de manera efectiva.
A lo largo de 2016 y 2017, los expertos de la BDVA destilaron una serie de desafíos de investigación para los tres grandes escenarios de fabricación inteligente comentados anteriormente. Estos desafíos se mapearon en las cinco áreas de prioridad técnica del modelo de referencia de Big Data previamente comentadas.
Para ejemplificar los resultados de este mapeo, la siguiente figura reúne los títulos del conjunto de desafíos identificados y discutidos por los miembros de la BDVA para el Escenario Smart Factory. Se anima a los lectores interesados a analizar el conjunto completo de desafíos en el documento de orientación SMI.
Los desafíos establecidos inicialmente en esta primera versión del documento de orientación de SMI marcarán el tono para las próximas necesidades de investigación en diferentes áreas de Big Data relacionadas con la fabricación.
En el escenario Smart Factory, la atención se centra en la integración de múltiples fuentes de datos que provienen no solo del taller, sino también de las oficinas, tradicionalmente separadas en la Industria 3.0. La interoperabilidad de los sistemas de información existentes y el desafío de integrar tecnologías disruptivas de la IoT son pruebas importantes en el área de gestión de datos. Más cerca de las necesidades de una fábrica inteligente, los desafíos en analítica de datos se centran en el análisis prescriptivo como herramientas para un proceso de toma de decisiones óptimo en la gestión de operaciones de fabricación, incluida la optimización a través del nuevo concepto de gemelo digital.
Son muchos los proyectos de investigación e innovación que tienen como objetivo el diseño y desarrollo de un dispositivo electrónico, cuya finalidad es cubrir una necesidad determinada del mercado. En general se buscan dispositivos con la capacidad necesaria para adquirir información del mundo físico que nos rodea y en muchos casos, interactuar con él.
Para realizar la validación de la idea de una forma funcional es necesaria la realización de un prototipo previo que permita tener una primera aproximación de la solución final. Generalmente, la parte más compleja e interesante es el diseño electrónico del dispositivo. En esta parte se realiza el diseño y desarrollo de la placa electrónica, definiendo requerimientos de consumo y comunicación, seleccionando microcontroladores, placa PCB, componentes, conectores, etc.
Para llevar a cabo esta tarea, son necesarias costosas licencias software de diseño electrónico, integrar en el equipo de trabajo personal electrónico experto y destinar una parte importante de las horas del proyecto a su ejecución.
Los tiempos cambian y cada vez son más las plataformas de desarrollo hardware implicadas en hacer posibles estos cambios. Estas plataformas ofrecen al usuario una placa que integra el microcontrolador con los circuitos y componentes básicos de comunicación, de alimentación, etc. Destacan entre ellas: Parallax, STMicroelectonics, LaunchPad, Microchip ChipKIT, mbed (versión de ARM para dar soluciones a internet de las cosas),…
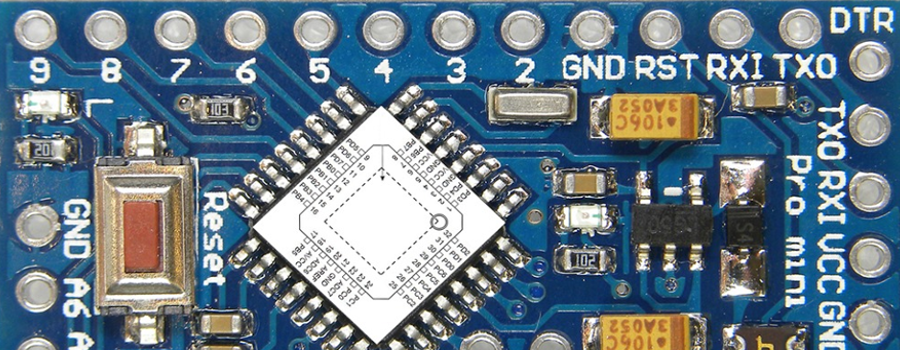
Pero si tuviera que decantarme por una de estas plataformas en este momento lo haría por Arduino. Considero que ha sabido combinar hábilmente la parte hardware con la parte software, generando una plataforma de prototipado flexible, de código abierto y de fácil uso, cuyas características son:
Un hardware basado en potentes placas que integran microncontroladores sencillos y cuyas principales características son: bajo coste, reducido tamaño y bajo consumo. Dado que todo está publicado bajo licencia Creative Commons, en el mercado existe disponible una gran variedad de equipamiento auxiliar desarrollado por otros fabricantes que dan soporte a esta plataforma.
Un software de código abierto, basado en un entorno de desarrollo sencillo y claro, que permite a programadores expertos generar complejas soluciones. En parte, esto debe disponibilidad de multitud de librerías estandarizadas aportadas por una gran comunidad en la red.
Estas características facilitan y garantizan la integración de las nuevas tendencias y evoluciones que se producen continuamente en el campo de la electrónica, mejorando así sus prestaciones y capacidades.
Aunque a priori se pueda pensar que esta plataforma está diseñada para comenzar a experimentar con la electrónica, sus características la convierten en una herramienta flexible y potente para usuarios expertos, facilitando el desarrollo de prototipos avanzados.
Por lo tanto, estas herramientas permiten reducir costes y tiempos de diseño de cualquier propuesta tecnológica, facilitando la creación de prototipos y disminuyendo los errores generados en su fase de desarrollo. Esto permite al investigador olvidarse de la implementación a bajo nivel y centrarse en las prestaciones del diseño.
Esta tecnología tiene un gran potencial de integración en varias de las líneas tecnológicas de investigación e innovación con las que trabaja actualmente la Unión Europea como, por ejemplo, en el área de Internet de las Cosas (IoT) y en Factorías del Futuro (FoF), de H2020.
En CARTIF somos conscientes de su importancia y hemos comenzado a utilizar estas plataformas como apoyo en el desarrollo de nuestros trabajos de investigación. Una muestra de ello son el proyecto europeo “SANDS”, donde convergen Internet de las Cosas, Redes Sociales y Sistemas Inteligentes, y el proyecto nacional “REPARA 2.0”, donde se buscan nuevos sensores autónomos e inalámbricos para ser embebidos en la capa de asfalto de nuestras carreteras.