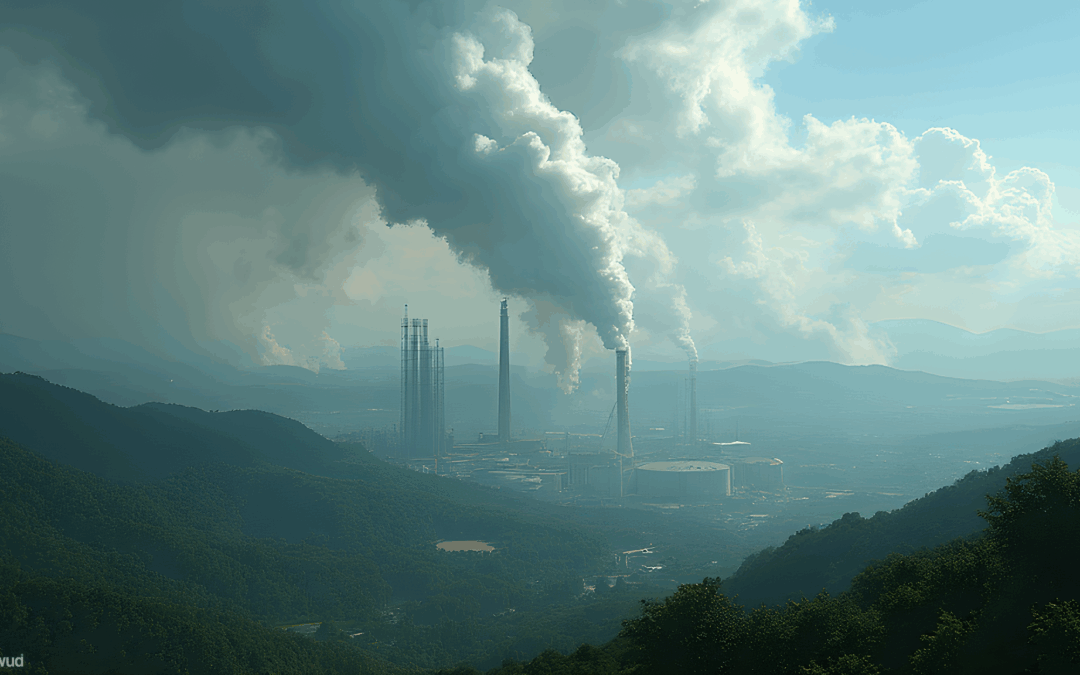
If one were to see (and smell) the gases produced by combustion and anaerobic digestion, one would not find many similarities apart from the state of the matter in which they are found. In fact, both have a common component that is odorless, colorless, and tasteless: carbon dioxide, composed of one carbon atom and two oxygen atoms (CO2). It is a natural component of the atmosphere, with an average concentration of around 420 mg/L, and plays an essential role in biological processes such as photosynthesis and respiration.
Carbon dioxide (CO2) and oxigen (O2) molecule
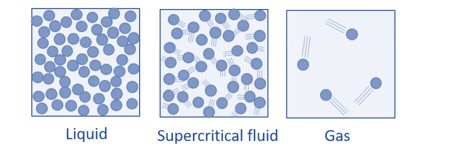
From a physical-chemical point of view, CO₂ has versatile properties. At ambient temperature and pressure, it is in a gaseous state, but it can be liquefied at pressures above 15 bar at -20 °C. Carbon dioxide (CO₂) has a peculiar characteristic: at normal atmospheric pressures, it can change directly from a gaseous state to a solid state without passing through a liquid state. This process is known as reverse sublimation. Thanks to this property, CO₂ is used in the form of “dry ice,” which has a temperature of -78.5 °C, and is widely used in the refrigeration and transport of temperature-sensitive products.
These phase transitions of CO₂ are exploited in various industries, such as food and pharmaceuticals, due to their efficiency and safety in product preservation.
In industrial terms, CO₂ is widely used in processes such as beverage carbonation, atmosphere inerting, welding, fire extinguishing, and as a fluid in emerging technologies such as carbon capture and storage (CCS). It is also a key gas in the production of biofuels and power generation, where it is used in a supercritical state (above 31°C and 74 bar) thanks to its unique solubility and density properties.
Diferencia entre sólido, líquido y fluido.
However, CO2 is also a greenhouse gas with a high climate impact, which is why its proper management is essential. Innovations in its capture, reuse, and recovery are opening up new opportunities to reduce emissions, convert it into useful products, and move towards a more sustainable and circular economy.
That is why at CARTIF we believe that capturing CO2 at source is of the utmost importance. In this case, we have focused both on CO2 from biogas formation and CO2 from biomass combustion.
In biogas formation, CO2 is produced through anaerobic processes, where microorganisms break down organic matter in the absence of oxygen. In this anaerobic digestion, bacteria transform polysaccharides and fats into a mixture of methane (CH4) and carbon dioxide. Typical biogas contains between 30-45% CO2, which is not only an inevitable by-product, but also influences the calorific value of biogas because it is an energetically inert gas, i.e., it does not participate in combustion and therefore does not contribute energy. The higher the proportion of CO₂ in the mixture, the lower the concentration of CH₄, which is the combustible component responsible for the energy content. A typical biogas with 60-70% methane has a calorific value of 20-25 MJ/m³, whereas if the CO₂ content increases and methane decreases, this value can be significantly reduced, affecting efficiency in boilers, engines, and turbines.
“A typical biogas with 60-70% methane has a calorific value of 20-25 MJ/m3”
In biomass combustion, CO2 is generated from the oxidation of carbon contained in organic materials such as agricultural and forestry waste or pellets. During the reaction, the carbon (C) present in the biomass combines with oxygen (O2) in the air, releasing energy in the form of heat and producing carbon dioxide (CO2) and water vapor (H2O). This process is rapid and occurs at high temperatures, forming the basis of technologies such as boilers and cogeneration plants. In biomass combustion, the typical concentration of CO2 in the combustion gases is usually between 3% and 15% by volume, depending on the type of biomass, the amount of oxygen available, and the efficiency of the process. This value is relatively low because, in addition to CO2, the gases contain a large amount of nitrogen (N2) from the combustion air, as well as water vapor, residual oxygen, and small traces of carbon monoxide (CO) and other compounds.
Welcome to the solution, we have membranes and contactors
The solution proposed by CARTIF consists of using a membrane contactor system, which can separate CO2 from a stream of multiple gases, obtaining a high-purity CO2 output.
A membrane contactor is an advanced technology used to separate and purify gases, in this case, for the capture and concentration of CO2 from gas streams. Its operation is based on the principle of mass transfer through a hydrophobic membrane, which acts as a physical barrier between the gas stream and an absorbent liquid that reacts selectively with CO2.
The system consists of a module with thousands of hollow fibers made of polymeric material. The gas containing CO₂ mixed with other components circulates on one side of the membrane (usually the inside of the fibers), while the absorbent liquid flows in countercurrent on the opposite side. Thanks to the hydrophobic nature of the membrane, it prevents the passage of liquid but allows CO₂ to diffuse through its pores, driven by a partial pressure gradient. Once the CO₂ passes through the membrane, it is captured by the liquid absorbent, which in our case can vary between distilled water or a NaOH solution. This process offers high selectivity, as other gases such as methane do not pass through the pores of the membrane and remain in the gas stream, thus obtaining a purified gas with a lower concentration of CO2.
Esquema de contactores de membrana. Fuente: https://www.researchgate.net/figure/Schematic-representation-of-the-HFMC-for-CO2-absorption_fig1_379710499
Subsequently, the CO2-saturated liquid is sent to a regeneration stage, where, through a drop in pressure, the pure CO2 is released, while the absorbent liquid is recycled to return to the first contactor. The recovered CO2 can be stored, compressed, or reused in industrial processes such as carbonation, inerting, or synthetic fuel production.
And the CO2 obtained?
The membrane contactor system for extracting CO2 from gas streams has been tested at the Center with good separation yields, so it has now been decided to add a CO2 compression system to our pilot plant to store it in bottles in gaseous form, so that it can be used in different industrial applications (carbonation of beverages, microalgae growth, synthesis of other molecules, etc.).
A CO2 compressor works by increasing the pressure of the gas through the progressive reduction of its volume via one or more compression stages. At each stage, a piston reduces the space occupied by the CO2, raising its pressure and temperature. To prevent overheating, the gas is usually cooled between stages using heat exchangers. This process allows the CO2 to be brought from conditions close to atmospheric pressure to storage pressures in order to prevent it from liquefying.
Therefore, the system is designed to maintain temperature and pressure within safe ranges, ensuring that the CO2 remains in the gaseous phase throughout the process. This allows for more stable, safe, and economical operation, especially in pilot projects or CO2 reuse projects, where simplicity and reliability are key.
Conclusions: from climate waste to strategic waste
Carbon dioxide (CO₂) is one of the main greenhouse gases, whose atmospheric concentration has increased significantly due to human activities such as the burning of fossil fuels and certain industrial processes. Reducing these emissions is key to mitigating climate change and moving towards a more sustainable production model. However, CO₂ should not be seen solely as a waste product, but as a valuable resource that can be captured, purified, and reused in different sectors within a circular economy.
In this context, membrane contactor technology is an innovative and efficient solution for CO₂ purification. These systems allow carbon dioxide to be separated from gas mixtures such as biogas or combustion gases through a physical-chemical process based on hydrophobic membranes and a selective absorbent liquid. Their modular design offers a large contact surface in a small space, improving efficiency and reducing energy consumption compared to traditional methods. Thanks to this technique, it is possible to obtain high-purity CO₂ while other gases, such as methane, remain free of contaminants and ready for use.
Once purified, CO2 must be stored safely. To do this, compression and storage systems in gas cylinders are used, designed to keep the CO2 in a gaseous state, preventing it from liquefying. This involves compressing it to controlled pressures, generally between 15 and 20 bar, using multi-stage compressors that ensure the stability and safety of the process. The compressed gas is stored in cylinder racks that allow for its transport and subsequent use. This step is essential not only to ensure the integrity of the equipment, but also to comply with industrial safety regulations.
Captured and stored CO2 can have multiple industrial applications, from beverage carbonation and food preservation to use in welding processes, fire extinguishing, or as a raw material in the production of synthetic fuels and chemical products. In this way, what was once considered waste becomes a value-added input. This approach is a clear example of the circular economy, where production cycles are closed, emissions are reduced, and resource efficiency is promoted.
In short, the integration of capture technologies such as membrane contactors, together with compression and storage systems, not only reduces the environmental impact of CO₂, but also transforms it into an economic and technological opportunity, driving the transition towards cleaner, more resilient, and sustainable industries.
Co-author
Jesús María Marroquín. Biogas/biomethane/biohydrogen researcher
Treatment and purification of wastewater from different industries by electrochemical methods
The modern world is inconceivable without the various industries that shape it: the creation of value-added products from raw materials, although a concept as old as civilisation itself, would not have developed so rapidly without the Industrial Revolution, which made it possible to obtain products with little difference between them in less time and at a lower price.
Like everything else, this growth of the industry has brought with it a number of problems. Many of these have been solved over time or have been properly minimised to the point where they are no longer a problem. At the end of the day, the aim is to produce as little waste as possible in the transformation of raw materials into products, as this generation involves the treatment of waste in order to dispose of it properly.
Even so, there are some industries that are known to leave an indelible mark on the area in which they are located, such as the paper industry. It should be added that in the last 20 years the regulations implemented, as well as the work carried out by the pulp treatment companies themselves, has helped to reduce the industry’s carbon footprint (an environmental indicator that aims to reflect the total greenhouse gases emitted as a direct or indirect effect of, in this case, an organisation).
But, even with the work done so far, a system in which the waste generated is zero is impossible. An industry such as the paper industry will always generate wastewater that must be treated differently from that generated in households. Therefore, many companies in the industry are looking for ways to inert their waste flows so that they do not pose a problem for the environment.
Another industry that suffers from the same problem as the paper industry is the mining industry, where the extracted heavy metals are part of the gangue of the ore, which is of no economic interest to the company. The problem is when the concentration of heavy metals is too low to be trapped by physical methods such as coagulation or flocculation. Although the amount of metals in the waste streams is reduced, there is a certain amount of compounds harmful to the environment and humans that give the waste streams a concentration above the recommended levels.
To solve these problems, different techniques have been proposed to control the amount of harmful components that industries can discharge, but, in this blog entry, I want to talk mainly about different electrochemical techniques that exist to carry out this task. To do so, I think it is appropriate to make a brief summary of the branch that uses these techniques, which is electrochemistry.
Electrochemistry overview
Electrochemical reactions can be divided according to the potential needed to carry them out. When chemical reactions are induced by an external potential difference, i.e. a voltage needs to be applied to carry it out, the process is called electrolysis. On the other hand, if the electrical potential difference arises as a result of a chemical reaction, i.e. a voltage is generated as a consequence of the reaction, we are dealing with an ‘electrical energy accumulator’, commonly known as a battery or galvanic cell.
“Electrolysis. When chemical reactions are induced by an external potential difference”
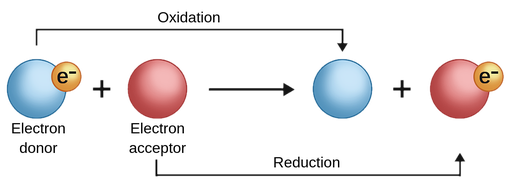
Chemical reactions in which electrons are transferred between molecules are called redox reactions, which comes from the fact that, for a complete electrochemical reaction to take place, there must be a half-reaction in which one compound is reduced and another half-reaction in which another compound is oxidised, thus giving rise to this type of reaction. These reactions are essential in electrochemistry, as they enable the processes that generate or are induced by electricity.
In general terms, electrochemistry is concerned with investigating cases where oxidation and reduction reactions occur separately, either physically or at different times, within a system connected to an electrical circuit. This aspect is studied in analytical chemistry, specifically in potentiometric analysis.
The use of electrochemistry in industrial wastewater is based on the fact that metal ions often have different oxidation states (the theoretical electrical charge that an atom would have if all its bonds with other elements were completely ionic). By playing with these oxidation states and the presence of counterions that are capable of forming a low-solubility salt, a large part of the heavy metals can be removed, as well as other ions that are likely to be harmful.
Paper industry: capacitive deionisation
In the case of CARTIF, one of the electrochemical techniques used to treat effluent water from the paper industry is capacitive deionisation.
Capacitive deionisation (CDI) technology is based on the removal of anions and cations using an electric field and electrodes composed of carbon-derived materials with high porosity and good electrical conductivity. This method allows the localised accumulation of positive and negative charges around the electrodes in an alternating cell process, in which each cell functions as a supercapacitor that stores electrical energy while reducing the conductivity of the solution due to the removal of charges from the medium.
The inversion of polarity makes it possible to recover the accumulated energy at the same time as cleaning the electrodes on the surface of which the ions of opposite charge have been deposited. Thus, by circulating water against the current, a large part of the energy previously used in the desalination process is recovered, which can be reused to continue reducing the amount of dissolved salts. This process is repeated in cycles through several cells connected in parallel, alternating cells in operation and cells in cleaning. This makes it possible to obtain a continuous flow of desalinated water, a rejection flow (current with a high concentration of salts, which, as its concentration increases, is easier to dry and store in the future) and an energy recovery that is used in the active cells.
“Inversion of polarity. Recover the accumulated energy at the same time as cleaning the electrodes on the surface of which the ions of opposite charge have been deposited.”
The main advantages of the CDI are:
Lower energy consumption compared to reverse osmosis (RO, which is based on applying pressure to the solution to push it through a semi-permeable osmosis membrane to filter it and remove the ions present) as it does not require high pressures to operate and allows recovery of much of the energy used in desalination, stored in the cells as in a capacitor.
Reduction in the use of chemicals, as no chelating agents are required to prevent clogging as in membrane-based technologies, as well as no need for acids and bases for resin regeneration in ion exchange systems.
Modularity and compactness. The possibility of using multiple cells in parallel facilitates compact assembly and progressive expansion of the treatment flow by adding modules, offering scalable growth and greater versatility, which is of great interest in the industry.
Mining industry: electrocoagulation
In the case of the mining industry, one technique that CARTIF has been considering is electrocoagulation (EC), which has a range of application that also covers suspended solids, emulsified oil, hydrocarbons and the like.
In its simplest form, an electrocoagulation reactor consists of an electrolytic cell with an anode and a cathode. When connected to an external power source, the anode material corrodes electrochemically due to oxidation, while the cathode undergoes passivation.
An electrocoagulation (EC) system essentially consists of pairs of conductive metal plates in parallel, which act as monopolar electrodes. In addition, it requires a DC current source, a resistance box to regulate the current density and a multimeter to read the current values. The conductive metal plates are commonly known as ‘sacrificial electrodes’. The sacrificial anode reduces the dissolution potential of the anode and minimises the passivation of the cathode. Sacrificial anodes and cathodes can be made of the same material or of different materials, depending on the composition of the solution to be treated.
The monopolar electrode arrangement with cells in series is electrically similar to a single cell with many electrodes and interconnections. In a series cell arrangement, a higher potential difference is required for a given current to flow, as cells connected in series have higher resistance. However, the same current will flow through all electrodes. In contrast, in a parallel or bipolar arrangement, the electric current is divided between all electrodes relative to the resistance of the individual cells, and each electrode face has a different polarity.
During electrolysis, the positive side undergoes anodic oxidation reactions, while the negative side undergoes cathodic reduction reactions. Consumable metal plates, such as iron or aluminium, are generally used as sacrificial electrodes to continuously produce ions in the water. The released ions neutralise the charges of the particles present in the solution and initiate coagulation. These ions remove undesirable contaminants, either by chemical reaction and precipitation, or by causing coalescence of colloidal materials, which can then be removed by removal of the organic layer that forms on the surface of the solution. In addition, as water containing colloidal particles, oils or other contaminants moves through the applied electric field, ionisation, electrolysis, hydrolysis and free radical formation can occur, which can alter the physical and chemical properties of the water and contaminants. As a result, the reactive and excited state causes the contaminants to be released from the water and destroyed or made less soluble.
Some of the advantages of this system, in comparison with the chemistry coagulation, are:
The flocs formed by EC are similar to flocs generated by chemical flocculation, except that EC flocs tend to be much larger, contain less bound water, are acid resistant and more stable, and can therefore be separated more quickly by filtration.
EC can produce an effluent with lower total dissolved solids (TDS) content compared to chemical treatments, particularly if metal ions can precipitate as insoluble hydroxides or carbonates.
The EC process has the advantage of removing smaller colloidal particles, as the applied electric field neutralises any residual charge, thus facilitating coagulation through the formation of larger micelles.
The CE process generally avoids the excessive use of chemicals, which reduces the need to neutralise excess products and reduces the possibility of secondary contamination caused by chemicals added in high concentration, as is the case when chemical coagulation is used in wastewater treatment.
The gas bubbles produced during the electrolysis of both the water in the solution and the components in the solution can conveniently transport the contaminating components to the surface of the solution, where they can be more easily concentrated, collected and removed.
In conclusion, we can state that industrial evolution has brought with it significant environmental challenges, especially in the management of waste and toxic pollutants. To mitigate these effects, electrochemistry has emerged as a key tool in wastewater purification, highlighting techniques such as capacitive deionisation (CDI) and electrocoagulation (EC). These technologies make it possible to reduce the concentration of heavy metals and other pollutants with less use of chemicals and lower energy consumption. Thus, electrochemistry offers sustainable solutions to minimise the ecological impact of industries by optimising the treatment of their waste and contributing to environmental protection.